Qu'est-ce qu'une machine de serrage de moules en silicone liquide et pourquoi est-ce important ?
Un machine de serrage de moule en silicone liquide - communément appelée machine de moulage par injection LSR (Liquid Silicone Rubber) avec système de serrage intégré - est un équipement de fabrication spécialisé conçu pour transformer le caoutchouc de silicone liquide à deux composants en pièces moulées avec précision. Contrairement aux machines de moulage par injection thermoplastique classiques, les machines LSR doivent manipuler un matériau qui est introduit à froid dans une cavité de moule chauffée, où il subit une réaction de vulcanisation (durcissement) plutôt qu'une solidification par refroidissement. L'unité de serrage joue un rôle essentiel dans ce processus en maintenant une force de fermeture du moule précise et constante tout au long des cycles d'injection, de remplissage et de durcissement, empêchant ainsi les bavures, garantissant la précision dimensionnelle et protégeant le moule des dommages causés par la pression d'injection interne.
L'importance du système de serrage est amplifiée dans le traitement du silicone liquide, car le LSR a une viscosité extrêmement faible par rapport aux thermoplastiques, souvent comprise entre 100 000 et 300 000 mPa·s avant durcissement. Cette faible viscosité signifie que le matériau s'écoule facilement dans les plus petits espaces entre les surfaces de séparation du moule, rendant même les défauts mineurs de force de serrage instantanément visibles sous forme de défauts éclair sur la surface de la pièce. Une machine de serrage correctement spécifiée et calibrée élimine ce risque tout en permettant des configurations d'outillage à cavité élevée qui maximisent l'efficacité de la production.
Composants de base et fonctionnement du système de serrage
Comprendre l'architecture d'une machine de serrage de moules en silicone liquide aide les fabricants à prendre des décisions d'achat et opérationnelles éclairées. La machine est composée de deux sous-systèmes intégrés : l'unité d'injection, qui dose, mélange et injecte le LSR à deux composants, et l'unité de serrage, qui ouvre, ferme et verrouille le moule sous une force contrôlée. Pour les applications en silicone liquide, les deux sous-systèmes doivent répondre à des normes nettement plus exigeantes que celles des machines thermoplastiques standards.
L'unité de serrage
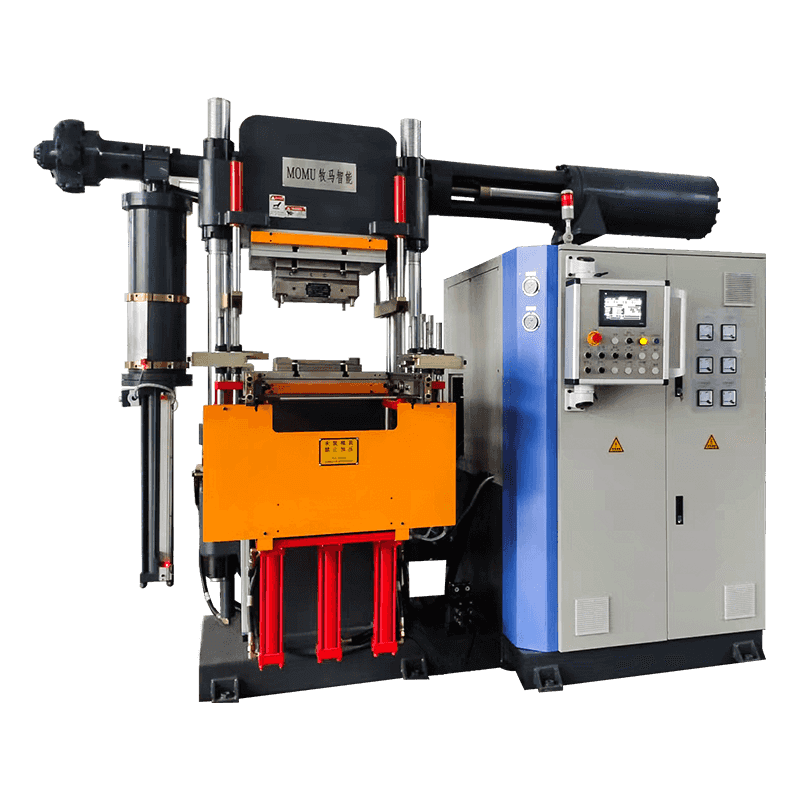
L'unité de serrage se compose d'un plateau fixe, d'un plateau mobile, de barres de liaison (ou d'un cadre sans barre de liaison dans certaines conceptions) et de l'actionneur de serrage, qui peut être hydraulique, mécanique à bascule ou servoélectrique selon la conception de la machine. Le plateau mobile se déplace le long des barres de liaison ou des guides du cadre pour ouvrir et fermer le moule. Une fois le moule complètement fermé, l'actionneur de serrage applique la force de serrage nominale — mesurée en kilonewtons (kN) ou en tonnes — pour verrouiller les moitiés du moule ensemble contre la pression d'injection agissant pour les séparer pendant le remplissage du matériau.
Pour le traitement LSR, l'unité de serrage doit également accueillir un moule chauffé (généralement maintenu à 170-220°C) tandis que le système d'injection reste froid (5-15°C). Ce contraste thermique signifie que la conception du châssis de la machine et du plateau doit tenir compte de la dilatation thermique différentielle afin de maintenir le parallélisme et une répartition cohérente de la force de serrage sur la face du moule, ce qui est essentiel pour obtenir des pièces uniformes et sans bavures dans les outils multi-empreintes.
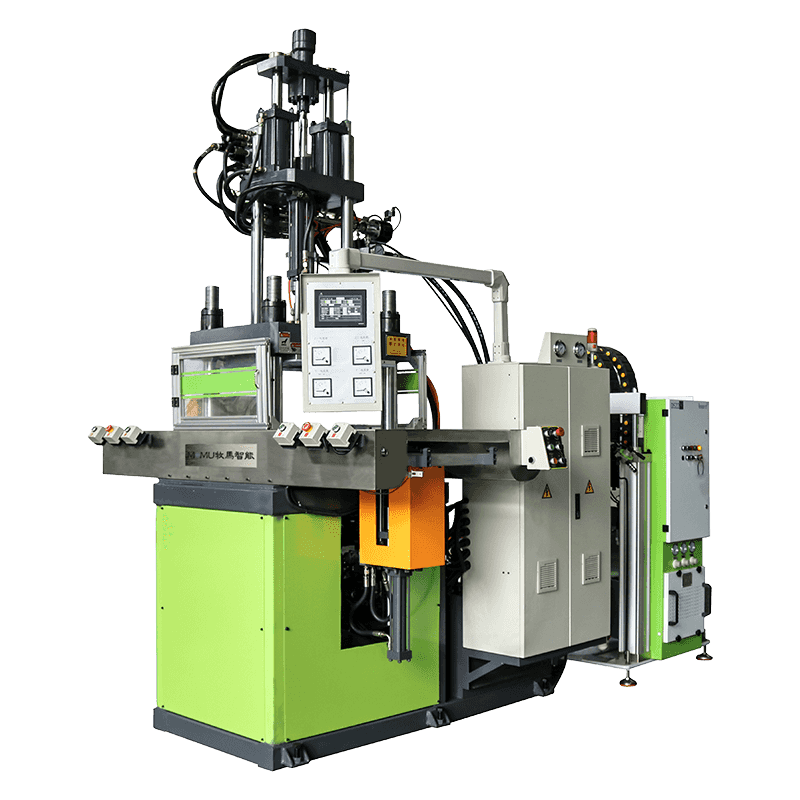
L'unité d'injection et de dosage
L'unité d'injection des machines LSR est fondamentalement différente des unités thermoplastiques. Il se compose d'un système de pompage et de dosage à deux composants — généralement un rapport volumétrique de 1:1 entre le composant A (le polymère de base) et le composant B (l'agent de réticulation/catalyseur) — combinés dans un mélangeur statique ou dynamique avant d'entrer dans le fût froid et la vis d'injection. Les systèmes de dosage de pigments peuvent être intégrés en ligne pour les pièces LSR colorées. La vis d'injection est refroidie pour éviter une vulcanisation prématurée dans le canon, et la buse intègre une vanne d'arrêt à aiguille pour éviter toute bave entre les tirs.
Principales spécifications techniques à évaluer lors de la sélection d'une machine
La sélection d’une machine de serrage de moules en silicone liquide nécessite une évaluation minutieuse de plusieurs paramètres techniques interdépendants. Le sous-dimensionnement d'une spécification particulière par rapport à vos exigences en matière d'outillage et de production peut entraîner des problèmes de qualité persistants ou des dommages à la machine. Le tableau suivant résume les spécifications les plus critiques et leur importance pratique :
| Spécification | Gamme typique | Pourquoi c'est important |
| Force de serrage | 50 – 4 000 kN | Doit dépasser la pression projetée dans la cavité pour éviter les éclairs |
| Taille du plateau | 200×200 mm – 1000×1000 mm | Détermine les dimensions maximales du fond de moule |
| Ouverture à la lumière du jour | 200 – 800 millimètres | Doit s'adapter à la hauteur du moule et à la course de démoulage |
| Volume d'injection | 2 à 3 000 cm³ | Doit correspondre au poids total du tir, coureurs compris |
| Précision de mesure | ±0,5 % ou mieux | Assure un rapport A:B constant et une uniformité de durcissement |
| Contrôle de la température du moule | Jusqu'à 250°C | Contrôle la vitesse de polymérisation et la qualité des pièces |
| Température du baril/buse | 5 – 20°C (refroidi) | Empêche la vulcanisation prématurée dans le système d'alimentation |
| Type d'entraînement de serrage | Hydraulique / Bascule / Servo-électrique | Unffects precision, energy use, and maintenance demands |
Serrage hydraulique, à bascule ou entièrement électrique : choisir le bon entraînement
Le choix du type d’entraînement de serrage est l’une des décisions les plus importantes lors de la spécification d’une machine de serrage de moules en silicone liquide. Chaque technologie d'entraînement offre un ensemble distinct de compromis en termes de cohérence de la force, d'efficacité énergétique, de précision et d'exigences de maintenance, qui ont tous des implications significatives pour le traitement LSR en particulier.
Serrage hydraulique
Les systèmes de serrage hydrauliques utilisent de l'huile sous pression pour actionner directement le vérin de serrage. Ils offrent des forces de serrage élevées dans des bâtis de machines compacts, ce qui les rend parfaitement adaptés aux machines LSR de gros tonnage produisant des pièces à gros encombrement telles que des joints automobiles, des joints ou de grands boîtiers de dispositifs médicaux. Les systèmes hydrauliques assurent une application de force douce et continue et sont relativement tolérants au désalignement du moule. Cependant, ils consomment de l'énergie en permanence pour maintenir la pression hydraulique, génèrent de la chaleur qui doit être gérée et nécessitent un entretien régulier du fluide hydraulique et des inspections des joints pour éviter toute contamination – une préoccupation dans la production de LSR en salle blanche pour les applications médicales ou en contact avec les aliments.
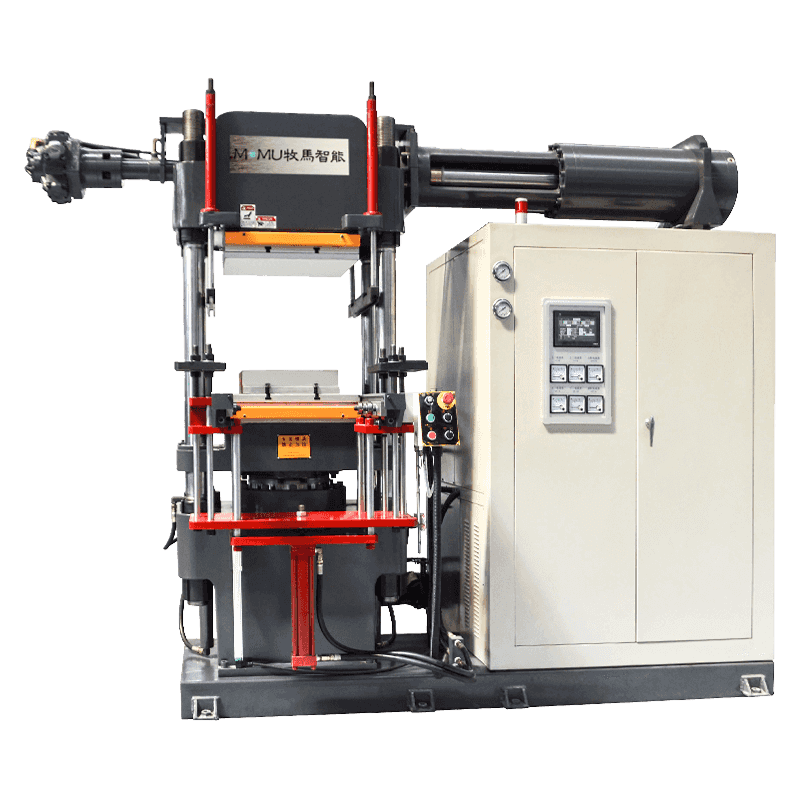
Bascule de serrage
Les mécanismes à bascule utilisent un système de liaison mécanique entraîné par un actionneur hydraulique ou servo pour multiplier géométriquement la force lorsque les bascules approchent de leur position complètement déployée (verrouillée). Cette conception fournit une force de serrage très élevée en fin de course avec un effort d'actionneur relativement faible, ce qui la rend économe en énergie pour les applications à cycles élevés. Les machines à bascule sont largement utilisées dans la production de LSR de moyenne à grande taille et offrent des temps de cycle de séchage rapides. La principale limitation est que la force de serrage est sensible à la hauteur du moule : des ajustements doivent être effectués précisément lorsque les moules sont changés pour garantir que la bascule atteigne une extension complète au point de fermeture correct du moule, ce qui nécessite des procédures de configuration minutieuses.
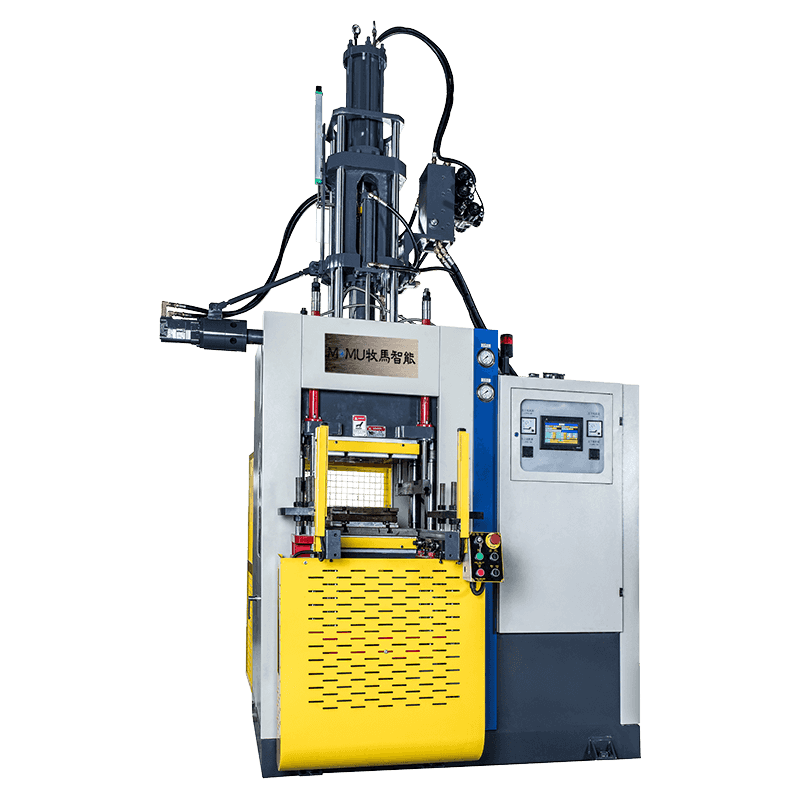
Unll-Electric (Servo-Electric) Clamping
Unll-electric clamping machines use servo motors driving ball screw mechanisms to open, close, and apply clamping force. This technology delivers the highest levels of repeatability and positional precision — critical for tight-tolerance LSR parts used in medical devices, optical components, and micro-molding applications. All-electric machines consume energy only when in motion, generate no hydraulic heat, and produce no risk of oil contamination, making them the preferred choice for ISO Class cleanroom environments. Their higher initial purchase price is typically offset over time through lower operating costs, reduced maintenance, and superior process consistency.

Industries et applications qui dépendent des machines de serrage LSR
Les machines de serrage de moules en silicone liquide servent une gamme remarquablement diversifiée d'industries, grâce à la combinaison unique de biocompatibilité, de stabilité thermique, d'isolation électrique et de durabilité de LSR. Comprendre quelles industries dépendent le plus de cette technologie permet de contextualiser les exigences de performances des machines les plus importantes dans chaque secteur.
- Dispositifs médicaux et soins de santé : Le LSR est conforme à la FDA, autoclavable et biocompatible, ce qui le rend indispensable pour la production de masques respiratoires, de composants de cathéter, de membranes de valve, de joints de seringue, d'embouts auriculaires pour appareils auditifs et de poignées pour instruments chirurgicaux. Les machines utilisées dans ce secteur doivent répondre aux normes de compatibilité salle blanche et assurer une traçabilité complète des paramètres du processus.
- Unutomotive: Les systèmes d'étanchéité, les soufflets de bougies d'allumage, les joints de connecteurs et les boîtiers de capteurs fabriqués à partir de LSR nécessitent une production en grand volume avec des tolérances dimensionnelles serrées. Les outils à canaux chauds multi-empreintes fonctionnant sur des machines de serrage de gros tonnage sont la norme dans les installations des fournisseurs automobiles de premier rang.
- Produits pour bébés et nourrissons : Les tétines, sucettes, anneaux de dentition et accessoires d'alimentation sont produits à partir de LSR de qualité alimentaire sur des machines validées pour répondre aux normes de sécurité telles que FDA 21 CFR et EU 10/2011 pour les matériaux en contact avec les aliments.
- Electronique grand public : Joints étanches pour smartphones, montres intelligentes et écouteurs ; membranes pour interrupteurs à clavier; et les composants en contact avec la peau des appareils portables sont de plus en plus fabriqués à partir de LSR en raison de sa durabilité et de ses propriétés tactiles.
- Étanchéité industrielle et contrôle des fluides : Les joints toriques, membranes et joints personnalisés pour pompes, vannes et équipements de traitement chimique bénéficient de la résistance du LSR aux températures extrêmes (-60°C à 230°C), aux rayons UV et aux produits chimiques agressifs.
Paramètres de processus qui affectent directement les performances de serrage et la qualité des pièces
Même la machine de serrage de moules en silicone liquide la plus précise produira des pièces défectueuses si les paramètres du processus ne sont pas correctement établis et maintenus. Le moulage LSR est sensible à un ensemble de variables interdépendantes que les opérateurs et les ingénieurs de procédés doivent surveiller et optimiser en permanence.
- Force de serrage par rapport à la surface de cavité projetée : Calculez la force de serrage requise en multipliant la surface totale projetée de toutes les cavités et canaux (en cm²) par la pression d'injection moyenne (en kN/cm²). Appliquez un facteur de sécurité de 1,2 à 1,5 pour tenir compte des pics de pression lors du remplissage. Une force de serrage insuffisante entraîne un éclair ; une force excessive peut endommager les surfaces de séparation du moule au fil du temps.
- Uniformité de la température du moule : Un chauffage inégal du moule entraîne des taux de durcissement variables dans la cavité, produisant des pièces avec une dureté, une finition de surface ou une précision dimensionnelle incohérentes. Validez l’uniformité de la température sur la face du moule à l’aide de l’imagerie thermique avant de vous engager dans la production.
- Vitesse et pression d’injection : La faible viscosité du LSR signifie qu'il remplit rapidement les cavités. La vitesse d'injection doit être contrôlée pour éviter le piégeage d'air et les défauts de projection, en particulier dans les pièces à paroi mince ou à géométrie complexe. Les profils d'injection programmables à plusieurs étages permettent de réduire la vitesse lors des transitions de remplissage critiques.
- Optimisation du temps de durcissement : Le temps de durcissement dépend de la température du moule, de l'épaisseur de la paroi de la pièce et de l'énergie d'activation de la nuance LSR spécifique. Le sous-durcissement laisse les pièces collantes et mécaniquement faibles ; un durcissement excessif gaspille le temps de cycle et peut provoquer une dégradation thermique dans les sections minces. Utilisez des études de temps de durcissement avec des mesures au duromètre pour établir le temps de durcissement effectif minimum pour chaque combinaison d'outil et de matériau.
- Ventilation sous vide : De nombreux moules LSR sont équipés de systèmes de vide qui évacuent l'air de la cavité immédiatement avant l'injection. Ceci est particulièrement important pour les petites cavités, les poches aveugles ou les pièces soumises à des exigences esthétiques strictes, car l'air emprisonné provoque des vides, des projections courtes et une porosité de surface que la force de serrage à elle seule ne peut empêcher.
Maintenance et longévité : protéger votre investissement machine
Un liquid silicone mold clamping machine represents a substantial capital investment — entry-level machines begin around $80,000, while fully equipped all-electric systems with multi-component metering and cleanroom integration can exceed $500,000. Implementing a disciplined preventive maintenance program is essential to protect this investment, minimize unplanned downtime, and sustain production quality over the machine's operational life.
- Purge quotidienne du système de dosage et de mélange : Unt the end of each production shift, purge the mixer, static mixing element, and nozzle to prevent LSR from curing inside the feed system. Cured silicone blockages in static mixers are a leading cause of unplanned downtime and can require costly disassembly and cleaning.
- Vérifications du parallélisme des tirants et des plateaux : Mesurez le parallélisme des plateaux à intervalles réguliers à l’aide de comparateurs à cadran. La perte de parallélisme, provoquée par l'usure des barres de liaison, des charges de serrage inégales ou des effets thermiques, entraîne des modèles de flash non uniformes sur les outils multi-empreintes et peut être diagnostiquée à tort comme un problème d'outillage si la géométrie de la machine n'est pas vérifiée au préalable.
- Inspection du système de refroidissement du canon et des buses : Vérifiez que le débit d'eau réfrigérée à travers la chemise de refroidissement du baril reste dans les paramètres spécifiés. La perte de capacité de refroidissement permet au LSR de commencer à vulcaniser dans la zone d'alimentation, provoquant des poids de tir irréguliers et des pics de couple de vis susceptibles d'endommager les composants d'entraînement.
- Calibrage du servo variateur et du codeur : Pour les machines entièrement électriques, vérifiez la précision du retour de l'encodeur du servomoteur et la précharge des vis à billes à intervalles réguliers. La dérive de l'encodeur ou l'usure des vis à billes introduit des erreurs de position dans l'application de la force de serrage qui peuvent ne pas être immédiatement visibles dans la qualité de la pièce mais qui s'accumuleront en défauts importants au fil du temps.
Pour les fabricants soucieux de la précision, de la cohérence et de l'évolutivité dans la production de caoutchouc de silicone liquide, investir dans la bonne machine de serrage de moules en silicone liquide – correctement spécifiée, correctement installée et rigoureusement entretenue – est la décision la plus importante pour établir une opération de moulage LSR compétitive, capable de répondre aux normes rigoureuses des marchés actuels des produits médicaux, automobiles et de consommation.