Qu'est-ce qu'une machine de moulage par compression du caoutchouc ?
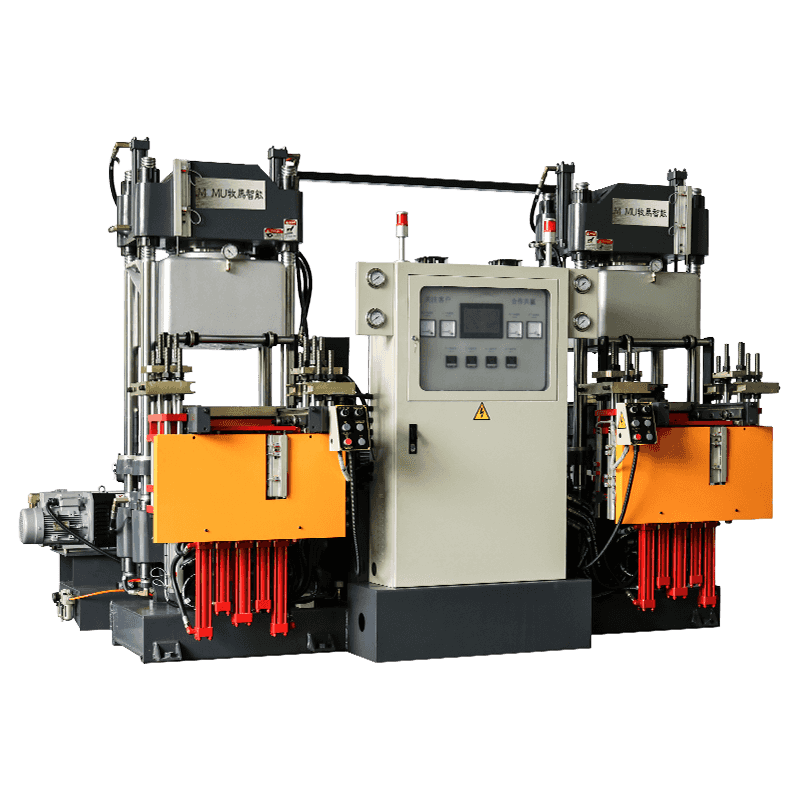
Un machine de moulage par compression du caoutchouc est une presse hydraulique spécialement conçue pour façonner les composés de caoutchouc en appliquant une chaleur et une pression contrôlées dans une cavité de moule fermée. Contrairement au moulage par injection, où le matériau est forcé dans un moule via un système de canaux, le moulage par compression place une charge de caoutchouc pré-mesurée – appelée préforme – directement dans la cavité ouverte du moule. La presse ferme ensuite le moule sous haute pression hydraulique tout en appliquant simultanément de la chaleur, ce qui fait couler le caoutchouc, remplit la cavité et vulcanise pour lui donner une forme solide et permanente. Le résultat est un composant en caoutchouc fini qui reproduit précisément la géométrie du moule.
Ces machines sont fondamentales pour les industries qui dépendent de composants en caoutchouc de précision : systèmes d'étanchéité automobiles, joints industriels, amortisseurs de vibrations aérospatiales, composants de dispositifs médicaux, semelles de chaussures et biens de consommation. Le processus de moulage par compression est apprécié pour sa simplicité, son coût d'outillage relativement faible par rapport au moulage par injection et son adéquation à une large gamme de composés de caoutchouc, notamment le caoutchouc naturel, le silicone, l'EPDM, le néoprène, le nitrile (NBR) et les fluoroélastomères (FKM). La machine elle-même est l’environnement contrôlé qui rend possible une vulcanisation cohérente et reproductible à l’échelle de la production.
Principe de fonctionnement de base : chaleur, pression et vulcanisation
Le principe de fonctionnement d’une machine de moulage par compression du caoutchouc s’articule autour de trois variables interdépendantes : la température, la pression et le temps de durcissement. Ensemble, ceux-ci déterminent si une pièce en caoutchouc moulée répond à ses spécifications physiques prévues ou échoue en raison d'une sous-durcissement, d'une sur-durcissement ou d'une imprécision dimensionnelle.
Le moule – généralement usiné en acier trempé ou en aluminium – est monté entre les plateaux supérieur et inférieur de la presse hydraulique. Des éléments chauffants électriques ou des circuits de vapeur intégrés dans les plateaux transfèrent la chaleur à travers le moule jusqu'à la charge de caoutchouc. Au fur et à mesure que le caoutchouc chauffe, il se ramollit et devient souple, puis s'écoule sous la pression de fermeture de la presse pour remplir chaque contour de la cavité. Simultanément, la chaleur active les agents de vulcanisation (généralement des composés soufrés ou des peroxydes) présents dans le mélange de caoutchouc, déclenchant la réticulation des chaînes polymères. Cette réticulation transforme le caoutchouc brut souple, semblable à un thermoplastique, en un composant élastique, dimensionnellement stable et façonné de manière permanente.
Il est essentiel de maintenir une uniformité précise de la température sur toute la surface du plateau. Une répartition inégale de la chaleur entraîne des taux de durcissement différentiels au sein d'un même moule, produisant des pièces présentant une dureté inégale, des défauts de surface ou des vides internes. Les machines de moulage par compression modernes utilisent des contrôleurs de température PID (proportionnel-intégral-dérivé) pour maintenir les températures des plateaux à ± 1°C du point de consigne tout au long du cycle de production.

Principaux types de machines de moulage par compression du caoutchouc
Les machines de moulage par compression du caoutchouc sont disponibles en plusieurs configurations, chacune adaptée à différents environnements de production, tailles de pièces et niveaux d'automatisation.
Presse à lumière du jour unique
La presse à lumière du jour unique comporte une ouverture entre les plateaux supérieur et inférieur, pouvant accueillir un seul moule à la fois. Il s'agit de la configuration la plus courante pour les petites et moyennes séries de production et pour le moulage de composants individuels relativement grands. Il offre un fonctionnement simple, un changement de moule facile et un accès direct de l'opérateur au moule pour le chargement des préformes et le retrait des pièces. Les presses simples sont disponibles avec des forces de serrage allant de 50 tonnes à plus de 1 000 tonnes selon l'application.
Presse multi-lumière du jour
Les presses multi-lumière du jour intègrent plusieurs plateaux chauffés empilés verticalement, créant plusieurs ouvertures de moule – ou lumières du jour – qui fonctionnent simultanément en un seul coup de presse. Cette configuration augmente considérablement le rendement par cycle sans nécessiter d'espace au sol supplémentaire ni de presses séparées. Une presse à quatre heures de lumière quadruple efficacement le nombre de cavités de moule actives dans chaque cycle de production, ce qui la rend très efficace pour la production en grand volume de pièces en caoutchouc de petite à moyenne taille telles que des joints, des joints toriques, des supports vibrants et des œillets.
Presse à table rotative ou navette
Les presses à table rotative et navette sont conçues pour améliorer l’ergonomie de l’opérateur et l’efficacité du cycle en séparant la zone de chargement et de déchargement de la zone de pressage. Un plateau tournant ou une navette coulissante déplace les moules dans et hors de la presse automatiquement ou semi-automatiquement, permettant à l'opérateur de charger les préformes et de retirer les pièces finies à un poste sûr et accessible pendant que la presse termine son cycle de durcissement. Cette conception est particulièrement efficace dans les environnements de production à cadence élevée où la minimisation du temps ouvert non productif est une priorité.
Presse de moulage par compression sous vide
Pour les applications nécessitant des pièces en caoutchouc sans vide et à haute intégrité, telles que des composants médicaux en silicone, des joints aérospatiaux ou des isolateurs électriques haute tension, les presses de moulage par compression sous vide évacuent l'air de la cavité du moule avant et pendant le cycle de pressage. L'air résiduel emprisonné dans le moule peut provoquer une porosité, un remplissage incomplet et des imperfections de surface inacceptables dans les applications critiques. Le système de vide élimine cet air avant que le caoutchouc ne s'écoule et ne se vulcanise, garantissant ainsi des pièces denses et sans défauts répondant à des normes de qualité strictes.
Principales spécifications techniques expliquées
La sélection de la bonne machine de moulage par compression du caoutchouc nécessite une compréhension claire des spécifications techniques qui définissent ses capacités. Les paramètres suivants sont les plus critiques à évaluer :
| Spécification | Gamme typique | Pourquoi c'est important |
| Force de serrage | 50 à 2 000 tonnes | Détermine la pression dans la cavité du moule et le contrôle du flash |
| Taille du plateau | 200×200mm – 1500×1500mm | Définit l'empreinte maximale du moule et le nombre de cavités |
| Plage de température | 100°C – 250°C | Doit correspondre aux exigences de vulcanisation des composés |
| Ouverture à la lumière du jour | 200 mm – 800 mm | Doit s'adapter à la hauteur du moule et à l'espace de chargement sécuritaire |
| Uniformité de la température | ±1°C – ±3°C | Critique pour un durcissement constant sur toute la zone du plateau |
| Système de contrôle | IHM à écran tactile PLC | Permet le stockage des recettes, la surveillance des processus et la gestion des alarmes |
La force de serrage est sans doute la spécification la plus fondamentale. Cela doit être suffisant pour maintenir le moule complètement fermé contre la pression interne générée par le composé de caoutchouc qui se ramollit et se dilate pendant le chauffage. Une force de serrage insuffisante permet au moule de s'ouvrir, provoquant une bavure excessive (de fines ailettes en caoutchouc au niveau de la ligne de joint), ce qui nécessite un découpage post-moulage fastidieux et augmente le gaspillage de matériau.
Composés de caoutchouc adaptés au moulage par compression
Tous les composés de caoutchouc ne sont pas également adaptés au moulage par compression et la machine doit être configurée de manière appropriée pour le matériau traité. Les composés les plus couramment traités comprennent :
- Caoutchouc Naturel (NR) : Excellentes propriétés mécaniques et élasticité ; largement utilisé dans les applications industrielles et automobiles ; vulcanise facilement à 150-170°C.
- Silicone (VMQ/HCR) : Résistance exceptionnelle à la température (-60°C à 230°C), biocompatibilité et résistance aux intempéries ; nécessite un contrôle précis de la température, généralement compris entre 160 et 180 °C ; largement utilisé dans les applications médicales et en contact avec les aliments.
- EPDM : Excellente résistance à l’ozone, aux UV et aux intempéries ; couramment utilisé pour les joints extérieurs, les joints et les profilés de toiture ; généralement moulé à 160-180°C.
- Nitrile (NBR) : Résistance supérieure à l’huile et au carburant ; le matériau standard pour les joints d'huile automobiles, les composants du système de carburant et les joints hydrauliques ; moulé à 150-170°C.
- Fluoroélastomère (FKM/Viton) : Résistance exceptionnelle à la chaleur, aux produits chimiques et aux carburants ; utilisé dans des applications exigeantes de traitement de l'aérospatiale, de l'automobile et des produits chimiques ; nécessite des températures de moulage plus élevées de 175 à 200°C et des cycles de durcissement plus longs.
- Néoprène (CR) : Bon équilibre entre résistance à l’huile et résistance aux intempéries ; utilisé pour les tuyaux, les courroies et les gaines de câbles ; moulé à 150-170°C.
Unutomation and Control Features in Modern Machines
Les machines modernes de moulage par compression du caoutchouc ont évolué bien au-delà des simples presses hydrauliques à commandes manuelles. Les machines d'aujourd'hui intègrent des fonctionnalités sophistiquées d'automatisation et de contrôle numérique qui améliorent la cohérence des processus, réduisent la dépendance de l'opérateur et permettent l'intégration dans des systèmes de gestion d'usine plus larges.
Contrôle de processus basé sur un API
Les contrôleurs logiques programmables (PLC) gèrent l'intégralité du cycle de presse (vitesse de fermeture, montée en pression, temps de durcissement, séquence d'ouverture et éjection) en fonction des recettes stockées. Chaque combinaison de composé de caoutchouc et de moule peut avoir son propre programme stocké, permettant aux opérateurs de changer de produit en sélectionnant simplement la recette appropriée sur l'écran tactile de l'IHM plutôt qu'en réinitialisant manuellement les paramètres. Le contrôle basé sur les recettes élimine les erreurs de configuration et garantit que chaque cycle de production démarre à partir d'une ligne de base validée.
Unutomatic Deflashing and Degassing
De nombreuses machines incluent des séquences de dégazage programmables (brèves ouvertures contrôlées de la presse au début du cycle de durcissement) qui permettent à l'air emprisonné et aux substances volatiles de s'échapper du moule avant la fermeture finale et le durcissement complet. Ceci est particulièrement important pour les pièces épaisses ou complexes où la porosité interne est un défaut courant. Certaines presses intègrent également des bras robotisés ou des outils d'ébavurage mécaniques qui éliminent les bavures des pièces immédiatement après le démoulage, réduisant ainsi le travail de finition manuelle.
Enregistrement des données et traçabilité de la qualité
Les presses à compression industrielles incluent de plus en plus de capacités d'enregistrement de données qui enregistrent la température, la pression, la durée du cycle et les événements d'alarme pour chaque cycle de production. Cette traçabilité est essentielle dans les secteurs réglementés tels que les dispositifs médicaux et l'aérospatiale, où les enregistrements de production doivent être conservés et vérifiables. Les tableaux de bord de surveillance en temps réel permettent aux superviseurs de production de suivre simultanément les performances des machines sur plusieurs presses et d'identifier les écarts avant qu'ils n'entraînent des lots défectueux.
Comment choisir la bonne machine pour votre application
Le choix d'une machine de moulage par compression du caoutchouc est une décision à plusieurs variables qui doit être motivée par les exigences spécifiques de votre produit, les volumes de production et les types de matériaux plutôt que par le seul coût de la machine. Examinez systématiquement les considérations suivantes :
- Définissez la géométrie de votre pièce et la taille de votre moule : Les dimensions du plateau doivent s'adapter confortablement à votre moule avec un dégagement de tous les côtés. Pour les moules multi-empreintes, calculez la surface totale projetée pour déterminer la force de serrage minimale requise.
- Identifiez votre mélange de caoutchouc : Confirmez la plage de température de vulcanisation et le temps de durcissement de votre composé. Assurez-vous que le système de chauffage de la machine peut atteindre et maintenir cette température sur tout le plateau avec l'uniformité requise pour vos normes de qualité.
- Unssess production volume: La production en grand volume de petites pièces bénéficie de configurations multi-éclairage ou de l'automatisation de la table rotative. Les volumes faibles à moyens de pièces grandes ou complexes conviennent généralement à une presse simple avec contrôle PLC basé sur des recettes.
- Tenez compte des exigences de qualité : Unpplications demanding void-free parts — medical, aerospace, high-voltage electrical — require vacuum-assisted pressing. Factor vacuum system integration into your specification and budget from the outset.
- Évaluer le support après-vente : Les machines à compression de caoutchouc nécessitent un entretien périodique des systèmes hydrauliques, des éléments chauffants et des composants de commande. Choisir un fournisseur avec une assistance technique accessible, des pièces de rechange disponibles et une capacité de service locale protège votre investissement en matière de disponibilité de production pendant toute la durée de vie de la machine.
Un rubber compression molding machine is a long-term capital investment whose return depends entirely on matching its capabilities to the demands of your production process. Taking the time to specify it correctly — rather than defaulting to the lowest-cost option — consistently delivers better part quality, lower scrap rates, and more reliable throughput over the machine's operational life.