Comment fonctionne une machine de moulage par injection de caoutchouc
A machine de moulage par injection de caoutchouc transforme le composé de caoutchouc brut en pièces finies en chauffant le matériau et en le forçant sous pression dans une cavité de moule fermée. Contrairement au moulage par compression, qui place le caoutchouc brut directement dans un moule ouvert, le moulage par injection préplastifie le caoutchouc dans un fût chauffé avant de l'injecter à travers une buse dans un moule scellé. Ce procédé permet des temps de cycle plus rapides, des tolérances plus strictes et moins de gaspillage de matériaux, ce qui le rend particulièrement adapté à la production en grand volume de composants techniques en caoutchouc.
Le composé de caoutchouc est généralement introduit dans la machine sous forme de bandes ou de granulés. Une vis ou un piston rotatif déplace le matériau à travers le baril tandis que les éléments chauffants l'amènent à la bonne température de traitement. Une fois que le caoutchouc atteint une viscosité optimale, il est injecté dans la cavité du moule où il durcit sous une chaleur et une pression contrôlées avant d'être éjecté sous forme de pièce finie.
Principaux composants de la machine
Comprendre chaque composant majeur aide les opérateurs à résoudre les problèmes de production et à optimiser les paramètres pour différents composés de caoutchouc et géométries de pièces.
Pièces essentielles et leurs fonctions
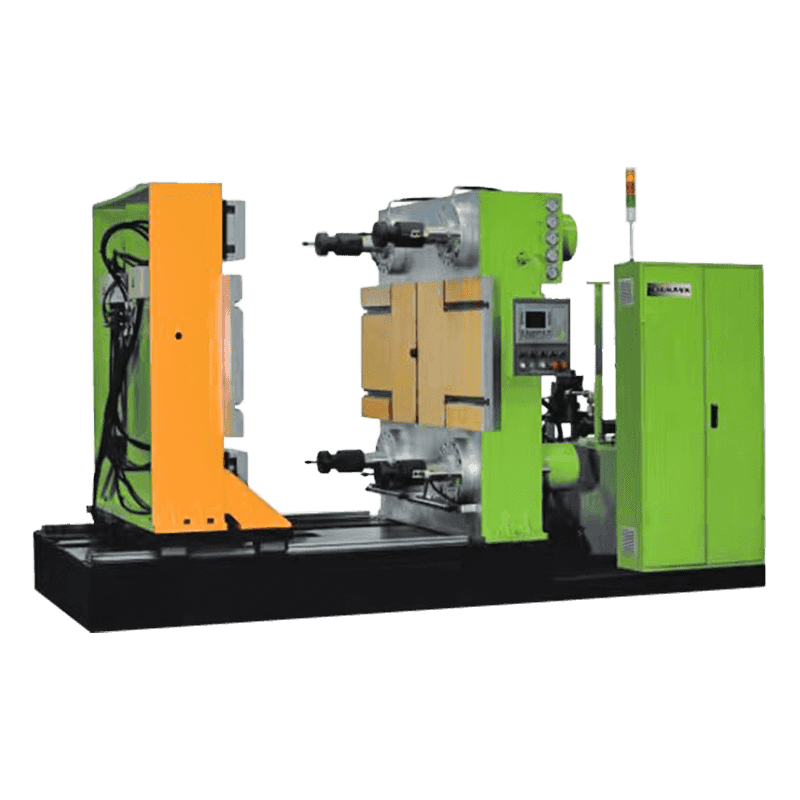
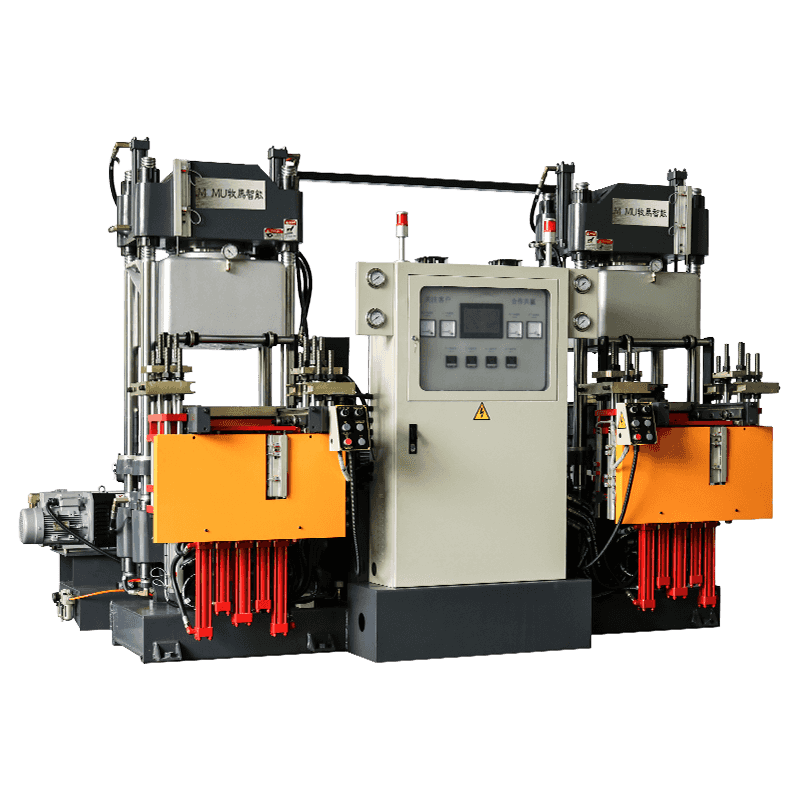
- Unité d'injection : plastifie et injecte le mélange de caoutchouc dans le moule
- Unité de serrage : maintient les moitiés du moule ensemble sous haute pression pendant l'injection et le durcissement
- Système de chauffage : maintient des températures précises du fût et du moule pour un durcissement constant
- Entraînement hydraulique ou électrique : alimente la rotation, l'injection et le mouvement de serrage de la vis
- Système de contrôle : gère la température, la pression, la vitesse d'injection et la synchronisation du cycle
- Système d'éjection : libère la pièce finie du moule après durcissement
Les machines modernes utilisent de plus en plus des systèmes d'entraînement électriques au lieu de systèmes purement hydrauliques, offrant un contrôle plus précis de la vitesse d'injection et réduisant la consommation d'énergie pendant les périodes d'inactivité entre les cycles.

Comparaison du moulage par injection avec d'autres méthodes de moulage du caoutchouc
Les fabricants qui choisissent un procédé de moulage doivent comparer le moulage par injection au moulage par compression et par transfert, car chaque méthode offre des avantages distincts en fonction de la complexité de la pièce, du volume de production et du budget.
| Méthode | Temps de cycle | Déchets de matériaux | Idéal pour |
| Moulage par injection | Rapide | Faible | Pièces complexes et en grand volume |
| Moulage par compression | Plus lent | Plus haut | Formes simples, faible volume |
| Moulage par transfert | Modéré | Modéré | Pièces avec inserts métalliques |
Le moulage par injection s'avère généralement plus rentable à grande échelle malgré des coûts d'outillage initiaux plus élevés, car des temps de cycle réduits et une diminution des déchets compensent l'investissement initial sur les grandes séries de production.
Applications courantes dans tous les secteurs
Les machines de moulage par injection de caoutchouc produisent une large gamme de composants utilisés dans la fabrication de biens automobiles, médicaux, électriques et de biens de consommation. Le processus est particulièrement apprécié pour les pièces nécessitant des tolérances dimensionnelles serrées ou des propriétés physiques constantes sur de grands lots.
Produits typiques fabriqués par moulage par injection
- Joints, joints et œillets automobiles
- Composants de dispositifs médicaux tels que joints et bouchons
- Connecteurs électriques et pièces isolantes
- Joints toriques et joints industriels
- Produits de consommation comme les poignées, les joints et les housses de protection
Le moulage par injection prenant en charge les moules multi-empreintes, les fabricants peuvent produire des dizaines de pièces identiques en un seul cycle, ce qui augmente considérablement le débit par rapport aux configurations de moulage par compression à une seule cavité.
Facteurs clés affectant la qualité des pièces moulées
L'obtention de pièces en caoutchouc cohérentes et sans défauts dépend du contrôle minutieux de plusieurs variables de processus tout au long de la production. De petits écarts de température ou de pression peuvent entraîner des défauts tels qu'un flash, une porosité ou un durcissement incomplet.
Variables de processus critiques à surveiller
La pression et la vitesse d'injection déterminent dans quelle mesure le caoutchouc remplit la cavité du moule avant le début du durcissement, une pression insuffisante provoquant souvent des tirs courts ou des lignes de tricot faibles. La température du fût et du moule doit rester dans la plage recommandée par le fabricant du composé, car une surchauffe peut provoquer un durcissement prématuré à l'intérieur du fût, appelé roussissement, tandis qu'une chaleur insuffisante conduit à des durcissements incomplets et à des propriétés mécaniques plus faibles.
Le temps de durcissement joue également un rôle important dans la qualité des pièces et l'efficacité de la production. Prolonger le temps de durcissement au-delà de ce qui est nécessaire réduit le débit sans améliorer les performances des pièces, tandis que le réduire trop court risque de ne pas suffisamment durcir les pièces qui échoueront aux tests de durabilité. Les fabricants effectuent généralement des lots d'essai avec des temps de durcissement variables pour identifier l'équilibre optimal entre la qualité et l'efficacité du cycle pour chaque composé spécifique.
Conseils de maintenance pour des performances de machine à long terme
La maintenance de routine permet à une machine de moulage par injection de caoutchouc de fonctionner efficacement et permet d'éviter les temps d'arrêt imprévus qui peuvent perturber les calendriers de production. L'établissement d'une routine de maintenance cohérente prolonge également la durée de vie des composants critiques tels que les vis, les barillets et les moules.
Les tâches quotidiennes doivent inclure le nettoyage des résidus de caoutchouc des surfaces de la buse et du moule, car l'accumulation peut provoquer des défauts dans les pièces ultérieures et augmenter l'usure des cavités du moule. Les contrôles hebdomadaires doivent vérifier les niveaux de liquide hydraulique et inspecter les joints pour déceler les fuites, car les pannes du système hydraulique sont l'une des causes les plus courantes de temps d'arrêt inattendus des machines.
L'inspection périodique des éléments chauffants et des capteurs de température garantit des lectures précises, car des capteurs défectueux peuvent silencieusement causer des problèmes de qualité bien avant de déclencher un dysfonctionnement visible. La tenue de registres de maintenance détaillés permet également d'identifier les modèles d'usure au fil du temps, permettant ainsi aux responsables d'usine de planifier le remplacement des pièces de manière proactive plutôt que de répondre de manière réactive aux pannes.