Pourquoi le vide change tout dans la vulcanisation du caoutchouc
La vulcanisation du caoutchouc – le processus de réticulation des chaînes de polymères utilisant la chaleur et la pression pour transformer le caoutchouc brut en un matériau élastique et durable – est pratiquée industriellement depuis plus de 180 ans. Pourtant, l’introduction de la technologie du vide dans le processus de vulcanisation représente l’un des perfectionnements les plus importants de la fabrication moderne du caoutchouc. Un machine de vulcanisation du caoutchouc sous vide évacue l'air et les gaz emprisonnés du composé de caoutchouc et de la cavité du moule avant et pendant le durcissement, éliminant ainsi la porosité, les vides et les défauts de surface que la vulcanisation à pression atmosphérique produit inévitablement dans les composants de précision.
Le résultat est un produit mesurablement supérieur : des réseaux de liaisons croisées plus denses, des propriétés mécaniques améliorées, une meilleure précision dimensionnelle et des surfaces sans défauts – tous essentiels dans les applications où la défaillance des composants en caoutchouc entraîne des conséquences en matière de sécurité ou de réglementation. À mesure que la demande de pièces en caoutchouc de précision augmente dans les secteurs de l'automobile, de l'aérospatiale, du médical et de l'électronique, les machines de vulcanisation sous vide sont passées du statut d'équipement spécialisé à l'outillage industriel grand public.
Le processus de vulcanisation : conventionnel ou sous vide
Pour comprendre la valeur de la vulcanisation sous vide, il est utile d’examiner exactement où les méthodes conventionnelles échouent.
Moulage par compression ou par transfert conventionnel
Dans la vulcanisation par compression ou par transfert standard, un composé de caoutchouc est placé dans un moule chauffé et une pression est appliquée pour forcer le matériau dans la cavité du moule. L'air emprisonné dans le composé ou à l'interface composé-moule n'a pas de voie d'évacuation. À mesure que la température augmente et que la réticulation commence, cet air emprisonné forme des microvides (pores, cloques et piqûres de surface) qui réduisent la densité, la résistance à la traction et la durée de vie de la pièce. Pour les produits de consommation non critiques, cette dégradation est acceptable. Ce n’est pas le cas pour les joints, les diaphragmes, les composants de dispositifs médicaux et les joints pour l’aérospatiale.
Vulcanisation assistée par vide
Une machine de vulcanisation du caoutchouc sous vide applique un vide contrôlé, généralement de l'ordre de –0,08 à –0,098 MPa (environ –80 à –98 kPa jauge) — dans la cavité du moule avant l'injection ou la compression du composé, et maintient ce vide pendant les premières étapes du durcissement. Cette évacuation élimine les gaz dissous de la matrice de caoutchouc, élimine les poches d'air interfaciales et abaisse le point d'ébullition de l'humidité à l'intérieur du composé, en l'évacuant avant que la chaleur ne soit appliquée. Le cycle de durcissement se déroule ensuite sous vide et sous pression, produisant une pièce entièrement consolidée et sans vide.
Principaux avantages techniques de la vulcanisation sous vide
Les avantages en termes de performances de la vulcanisation sous vide sont quantifiables à travers plusieurs mesures de qualité et de processus :
- Élimination de la porosité et des vides — L'évacuation sous vide élimine l'air emprisonné avant que la gélification ne le verrouille en place. Les pièces atteignent des densités relatives proches du maximum théorique pour le composé, ce qui se traduit directement par une résistance à la traction, un allongement à la rupture et une résistance à la fatigue améliorés.
- Qualité de surface supérieure — Sans air emprisonné à l'interface moule-caoutchouc, les surfaces finies sont lisses, esthétiquement propres et exemptes de piqûres. Ceci est particulièrement critique pour les lentilles en silicone de qualité optique, les tubes médicaux et les produits en caoutchouc destinés aux consommateurs, où l'esthétique affecte la qualité perçue.
- Meilleure précision dimensionnelle — La consolidation sans vide produit des pièces qui se conforment précisément à la géométrie du moule. Le retrait est plus prévisible et uniforme, réduisant ainsi les variations dimensionnelles après durcissement – un avantage clé pour les joints toriques, les joints et les pièces moulées à tolérance serrée.
- Flux composé amélioré dans les géométries complexes — L'aspiration sous vide facilite le mouvement du composé dans les contre-dépouilles profondes, les sections minces et les éléments de moule complexes que l'injection à pression atmosphérique a du mal à remplir complètement.
- Taux de rebut et de reprise réduits — En éliminant la principale cause des défauts visuels et structurels du caoutchouc moulé, la vulcanisation sous vide réduit considérablement les taux de rejet des composants de précision, améliorant ainsi l'efficacité globale de l'équipement (OEE) pour les opérations de moulage du caoutchouc.
- Compatibilité avec les composés sensibles à l'humidité — Le caoutchouc de silicone, l'EPDM et certains élastomères spéciaux sont particulièrement sensibles à l'humidité résiduelle pendant le durcissement. Le dégazage sous vide avant le chauffage élimine efficacement cette humidité, empêchant ainsi la porosité entraînée par la vapeur dans la pièce durcie.
Types de machines de vulcanisation du caoutchouc sous vide
L'équipement de vulcanisation sous vide est disponible en plusieurs configurations, chacune adaptée à différentes échelles de production, types de caoutchouc et géométries de pièces.
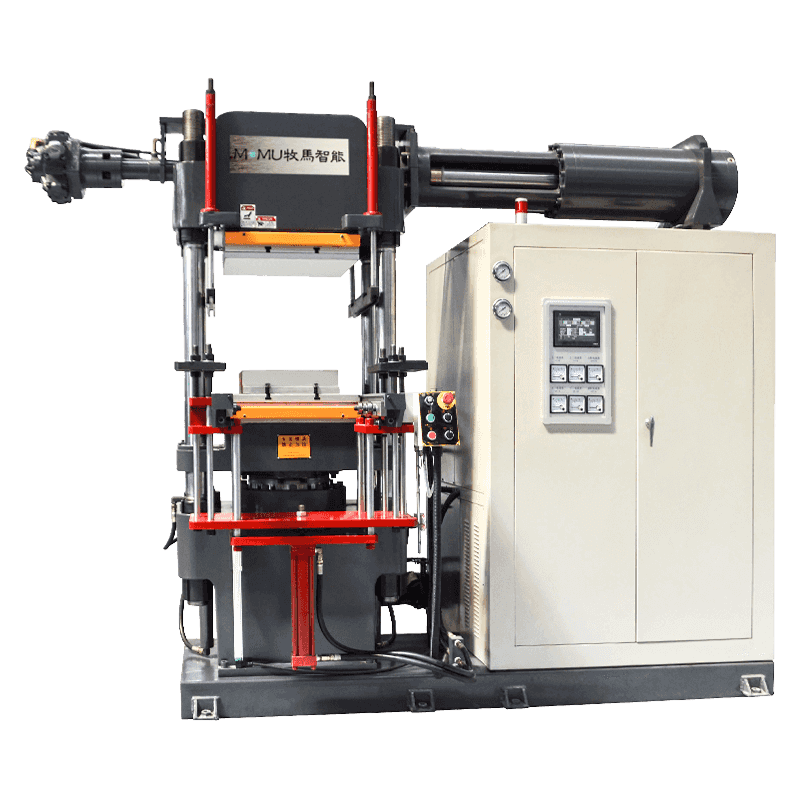
Presse de moulage par compression sous vide
La configuration la plus largement utilisée dans le moulage de caoutchouc par lots. Une presse hydraulique à plateaux chauffés comprime le moule ; un circuit de vide — intégré au moule ou appliqué via une chambre à vide périphérique — évacue la cavité avant et pendant la fermeture. Convient aux coussinets plats, aux feuilles, aux joints et aux profilés moulés relativement simples. Les températures du plateau varient généralement de 150°C à 200°C , avec des pressions hydrauliques de 10 à 200 tonnes selon la taille des pièces et la viscosité du composé.
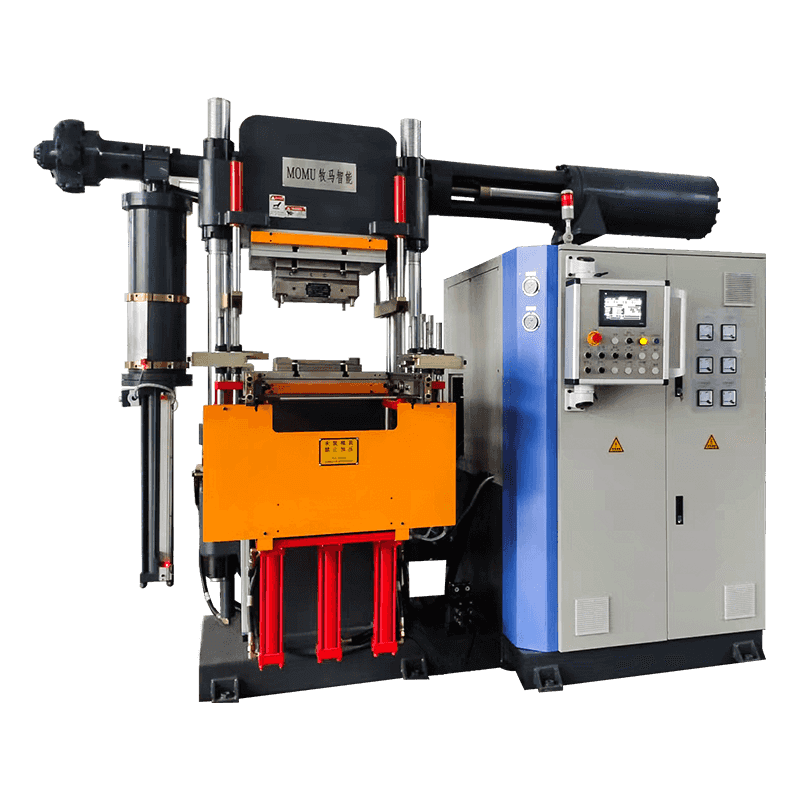
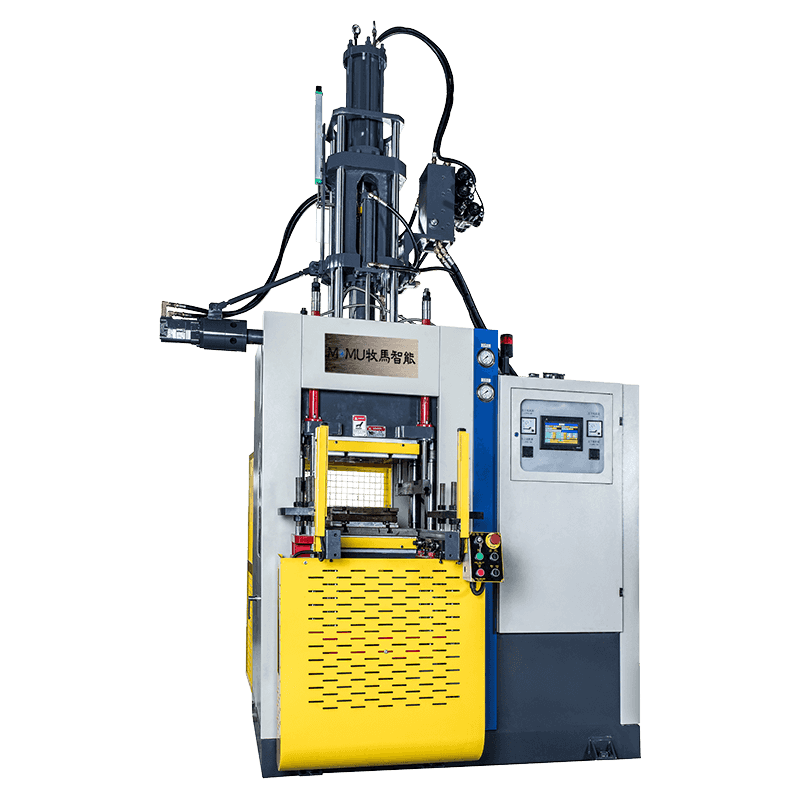
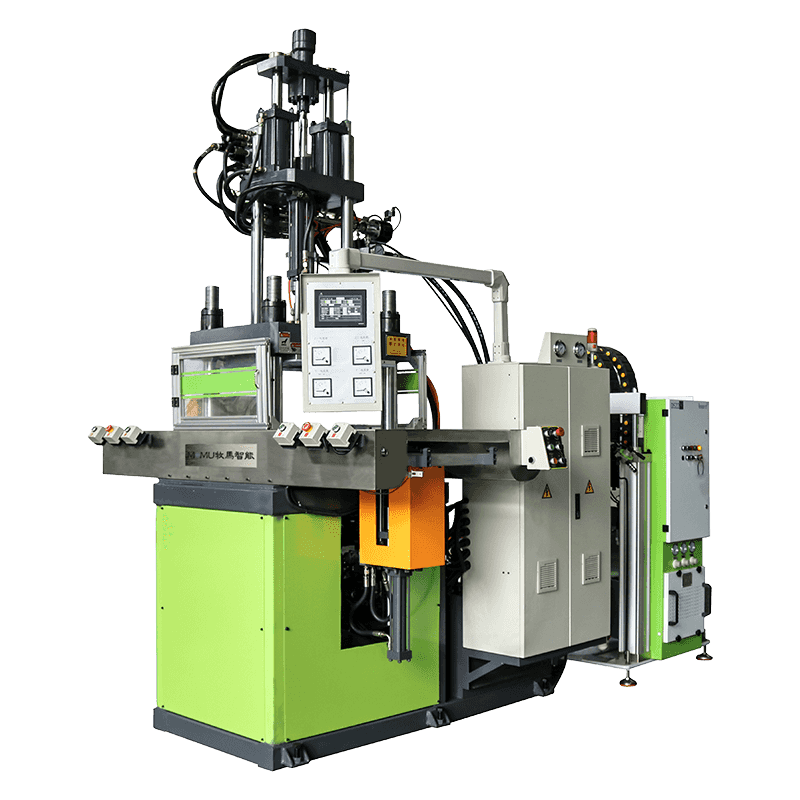
Machine de moulage par injection sous vide
Combine l'évacuation sous vide de la cavité avec l'injection de mélange de caoutchouc préplastifié sous pression. Le moule est scellé et évacué avant le début de l’injection, puis le composé est injecté dans la cavité évacuée. Cette configuration offre la meilleure cohérence dimensionnelle pour les pièces tridimensionnelles complexes produites en grands volumes : les joints automobiles, les passe-fils de connecteur et les composants de dispositifs médicaux sont des applications typiques. Les temps de cycle sont plus courts que le moulage par compression en raison d'un dosage précis du composé et d'un remplissage plus rapide.
Vulcanisateur d'autoclave sous vide
Utilisé pour les grandes pièces en caoutchouc de forme irrégulière (tuyaux, joints de dilatation, tuyaux revêtus de caoutchouc et assemblages composites) qui ne peuvent pas être logées dans un moule à presse conventionnel. La pièce est placée dans un sac sous vide ou une chambre scellée, mise sous vide, puis soumise à une température et une pression élevées (vapeur ou air chaud) à l'intérieur du récipient de l'autoclave. Courant dans les applications de collage de caoutchouc dans l’aérospatiale et dans les grandes applications industrielles de revêtement en caoutchouc. Les temps de cycle sont plus longs mais le processus s'adapte à des géométries de pièces qu'aucune autre méthode ne peut gérer.
Presse de vulcanisation à plaques sous vide (type à bande transporteuse)
Spécialement conçu pour la vulcanisation des bandes transporteuses en caoutchouc, des feuilles de revêtement de sol et des produits plats larges. Plusieurs plateaux chauffés pressent une bande ou une feuille alimentée en continu pendant que le vide est appliqué à la zone de presse. Courant dans la fabrication de bandes transporteuses et la production de revêtements de sol en caoutchouc, où la largeur peut dépasser 2 000 mm et où un débit continu est requis.
Composants du système de base
Une machine de vulcanisation du caoutchouc sous vide intègre plusieurs sous-systèmes qui doivent fonctionner en coordination pour obtenir une qualité de polymérisation constante.
| Sous-système | Fonction | Spécification clé |
|---|---|---|
| Système de pompe à vide | Évacue la cavité du moule pour cibler la pression | Cible : ≤–0,095 MPa ; pompe à palettes ou à anneau liquide |
| Plateaux chauffants / Chambre | Fournir et maintenir uniformément la température de durcissement | Uniformité de ±1 à 2 °C ; chauffage électrique ou à vapeur |
| Système de serrage hydraulique | Applique et maintient la pression de fermeture du moule | Tonnage adapté à la surface de la pièce et à la viscosité du composé |
| Système de scellage sous vide | Maintient l'intégrité du vide pendant le cycle de durcissement | Joints toriques ou labyrinthes au niveau de la ligne de joint du moule |
| Système de contrôle PLC | Séquence les événements de vide, de température et de pression | Profils de guérison programmables ; capacité d'enregistrement de données |
| Contrôleur de température de moule | Chauffage rapide et régulation précise de la température | Contrôlé par PID ; temps de réponse <30 secondes |
Applications industrielles
Les machines de vulcanisation du caoutchouc sous vide sont déployées partout où la vulcanisation conventionnelle produit des taux de défauts inacceptables ou lorsque les propriétés des matériaux doivent répondre à des normes de performance rigoureuses.
Systèmes d'étanchéité automobile
Les joints de compartiment moteur, les joints de portes et de fenêtres, les joints toriques du système de carburant et les diaphragmes du système de freinage comptent parmi les applications les plus répandues. Un seul véhicule de tourisme contient plus de 400 composants d'étanchéité en caoutchouc individuels , dont beaucoup doivent répondre aux normes zéro fuite sur une durée de vie de 150 000 km. Le moulage sous vide garantit l’intégrité de la section transversale sans vide qui rend cela possible.

Équipement Médical et Pharmaceutique
Les composants en caoutchouc de silicone pour dispositifs médicaux (tubulures, bouchons, diaphragmes, éléments de pompe péristaltique et pièces implantables) nécessitent une absence totale de porosité et de contamination. La vulcanisation sous vide est le processus standard accepté pour le moulage de silicone de qualité médicale, et les soumissions réglementaires pour les dispositifs médicaux de classes II et III font généralement référence au traitement sous vide dans le cadre du protocole de fabrication validé.
Aéronautique et Défense
Les joints de porte d'avion, les joints de pressurisation de cabine, les élastomères du système de carburant et les supports d'isolation des vibrations doivent répondre aux exigences AS9100 et MIL-spec qui traitent explicitement de la porosité et de la tolérance dimensionnelle. La vulcanisation en autoclave sous vide est la méthode standard pour les assemblages à liant caoutchouc de qualité aérospatiale et les composants élastomères de grand format.
Electronique et semi-conducteurs
Les claviers en silicone, les contacts conducteurs en élastomère, les joints de blindage EMI et les lentilles en silicone de qualité optique pour les applications LED bénéficient tous du moulage sous vide. La porosité de ces composants provoque une variation de résistance électrique, une diffusion optique et une défaillance mécanique prématurée – des défauts que la vulcanisation sous vide élimine au niveau du processus plutôt que de compter sur une inspection et un tri en aval.
Tuyaux industriels et systèmes de convoyeurs
Les flexibles hydrauliques haute pression, les conduites de transfert de produits chimiques et les bandes transporteuses fonctionnant dans des environnements abrasifs ou chimiquement agressifs nécessitent des constructions en caoutchouc denses et sans vide pour atteindre les pressions d'éclatement et les durées de vie nominales. La vulcanisation par autoclave sous vide ou par presse à plaques sous vide offre la qualité de consolidation exigée par ces applications.
Paramètres de processus et conception du cycle de durcissement
Le cycle de durcissement pour la vulcanisation sous vide implique une série d'événements précisément séquencés. Les écarts par rapport à la séquence optimisée, en particulier le timing du vide par rapport à la rampe de température, affectent directement la qualité des pièces.
- Chargement du moule et fermeture initiale — Le composé est chargé et le moule est fermé dans une position « fissurée » (partiellement fermée) pour permettre l'aspiration sous vide sans compression complète.
- Application sous vide — La pompe à vide évacue la cavité du moule jusqu'à atteindre la pression cible (généralement ≤–0,09 MPa). Cette étape dure généralement de 30 à 120 secondes en fonction du volume de la cavité et de la teneur en gaz composé. Le vide doit être atteint avant que le transfert de chaleur significatif vers le composé ne commence — un chauffage prématuré initie la réticulation avant que le dégazage ne soit terminé.
- Fermeture complète du moule sous vide — Une fois le vide cible confirmé, la pleine pression de serrage hydraulique est appliquée. Le composé s'écoule dans la cavité évacuée sous une combinaison de dépression et de pression mécanique.
- Cure isotherme — La température du moule est maintenue à la température de durcissement spécifiée (généralement 150-180°C pour les composés NR/SBR ; 170-200°C pour le silicone) pendant le temps de durcissement t90 calculé — le temps nécessaire pour atteindre 90 % de la densité de réticulation maximale telle que déterminée par analyse au rhéomètre.
- Décompression et démoulage — Une fois le durcissement terminé, la pression de serrage est relâchée, le vide est purgé et le moule est ouvert pour le retrait des pièces. Une vulcanisation secondaire après durcissement dans un four peut être spécifiée pour certains composés de silicone et de fluoroélastomères afin de compléter la réticulation et d'éliminer les sous-produits de durcissement.
Critères de sélection de l'équipement
Choisir le bon machine de vulcanisation sous vide pour une application donnée, il faut évaluer plusieurs facteurs interdépendants. Une simplification excessive de cette décision conduit soit à des équipements sous-spécifiés qui ne peuvent pas atteindre la qualité requise, soit à des machines sur-conçues dont les capacités ne sont jamais utilisées.
- Taille et géométrie des pièces — Les profils plats ou simples conviennent aux configurations de presses à compression ; les pièces tridimensionnelles complexes nécessitent une capacité de moulage par injection ; les formes grandes ou irrégulières nécessitent un traitement en autoclave.
- Type de composé de caoutchouc — Le silicone, l'EPDM, le NBR, le fluoroélastomère et le caoutchouc naturel ont chacun des températures de durcissement, des pressions et des exigences de sensibilité au vide distinctes qui influencent les spécifications de la machine.
- Volume de production — Une production en grand volume justifie l'investissement dans des presses à injection multi-empreintes avec démoulage automatisé ; les travaux à faible volume ou les prototypes sont mieux servis par des unités de compression plus petites et flexibles.
- Profondeur du vide et temps de maintien — Les applications avec des composés très visqueux ou des formulations à haute teneur en gaz nécessitent un vide plus profond (plus proche de –0,098 MPa) et des temps de maintien sous vide plus longs avant le début du durcissement.
- Spécification d'uniformité de la température — Les pièces médicales et aérospatiales à tolérance stricte nécessitent une uniformité de température du plateau de ± 1 °C ou mieux ; les applications industrielles générales peuvent accepter ±3–5°C.
- Exigences en matière d'automatisation et d'enregistrement des données — Les industries réglementées (médicale, aérospatiale, contact alimentaire) exigent un enregistrement complet des paramètres de processus, une traçabilité par lot et des profils de polymérisation contrôlés par PLC qui ne peuvent pas être annulés manuellement pendant la production.
Un audit complet du processus — examinant la formulation du composé, la conception des pièces, les exigences de qualité et le volume de production — effectué avant l'achat de l'équipement évite des erreurs de spécifications coûteuses et garantit que la machine sélectionnée fournit le résultat requis dès la mise en service.