Le moulage par compression du caoutchouc est l'un des procédés les plus anciens et les plus largement utilisés dans la fabrication de pièces en caoutchouc, et la machine au centre de ce processus – la machine de moulage par compression du caoutchouc – reste la pierre angulaire des lignes de production dans les secteurs de l'automobile, de l'aérospatiale, de l'étanchéité industrielle et des biens de consommation. Malgré l'essor des technologies de moulage par injection et par transfert, le moulage par compression perdure en raison de sa simplicité, de ses avantages en matière de coût d'outillage et de son adéquation à une large gamme de composés de caoutchouc et de géométries de pièces. Comprendre le fonctionnement de ces machines, ce qui distingue les équipements de haute qualité de la moyenne et comment adapter les spécifications des machines à vos besoins de production est essentiel pour les ingénieurs, les responsables des achats et les opérateurs d'usine travaillant avec des produits en caoutchouc vulcanisé.
Ce que fait une machine de moulage par compression du caoutchouc
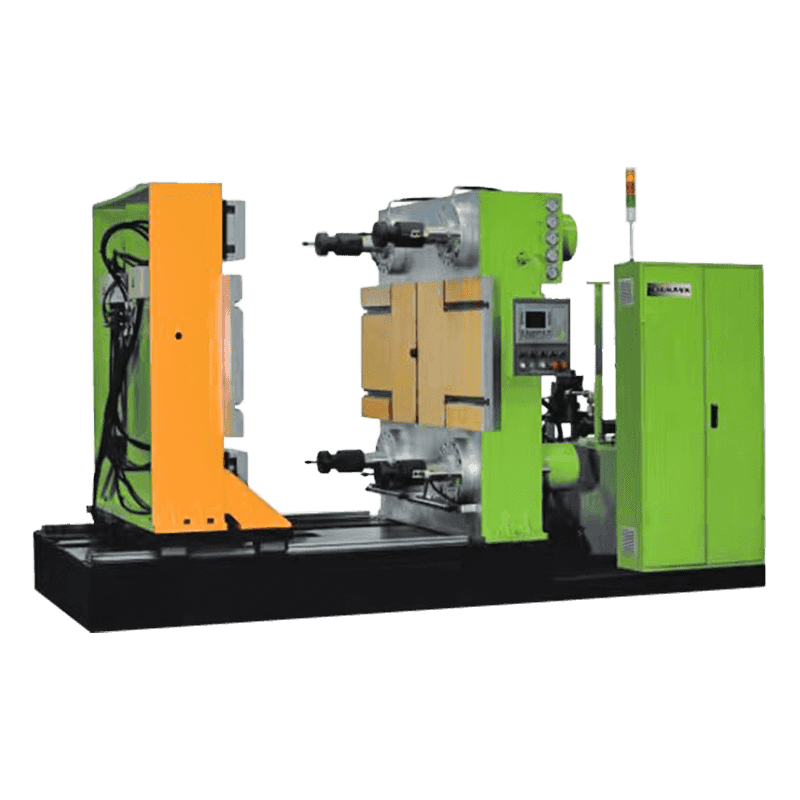
Un machine de moulage par compression du caoutchouc applique une chaleur et une pression contrôlées à une charge pré-mesurée de composé de caoutchouc non durci placée directement dans une cavité de moule ouverte. Lorsque la machine ferme le moule sous pression hydraulique, le caoutchouc est forcé d'épouser la forme de la cavité. Une chaleur soutenue – généralement entre 150 °C et 200 °C selon le composé – déclenche la vulcanisation, le processus de réticulation chimique qui transforme le composé de caoutchouc souple et flexible en une pièce finie durable et élastique. Une fois le cycle de durcissement terminé, le moule s'ouvre et la pièce est retirée, ce qui nécessite souvent un ébavurage manuel pour couper l'excédent de matière qui s'est écoulé dans la ligne de joint.
Le procédé de moulage par compression est particulièrement adapté au caoutchouc naturel, à l'EPDM, au silicone, au néoprène, au nitrile (NBR) et aux fluoroélastomères (FKM/Viton). Il est couramment utilisé pour produire des joints, des joints toriques, des amortisseurs de vibrations, des diaphragmes, des bagues et des profilés en caoutchouc personnalisés. Étant donné que le moule est ouvert pendant le chargement, le moulage par compression s'adapte aux pièces en caoutchouc renforcé de tissu, à liaison métal-caoutchouc et s'insère plus naturellement que les processus de moulage par injection, ce qui en fait la méthode privilégiée pour les composants complexes en caoutchouc composite.
Composants de base d'une machine de moulage par compression du caoutchouc
Comprendre les principaux composants d'une machine de moulage par compression clarifie à la fois ses principes de fonctionnement et les facteurs de qualité clés à évaluer lors de la comparaison des modèles de différents fabricants.
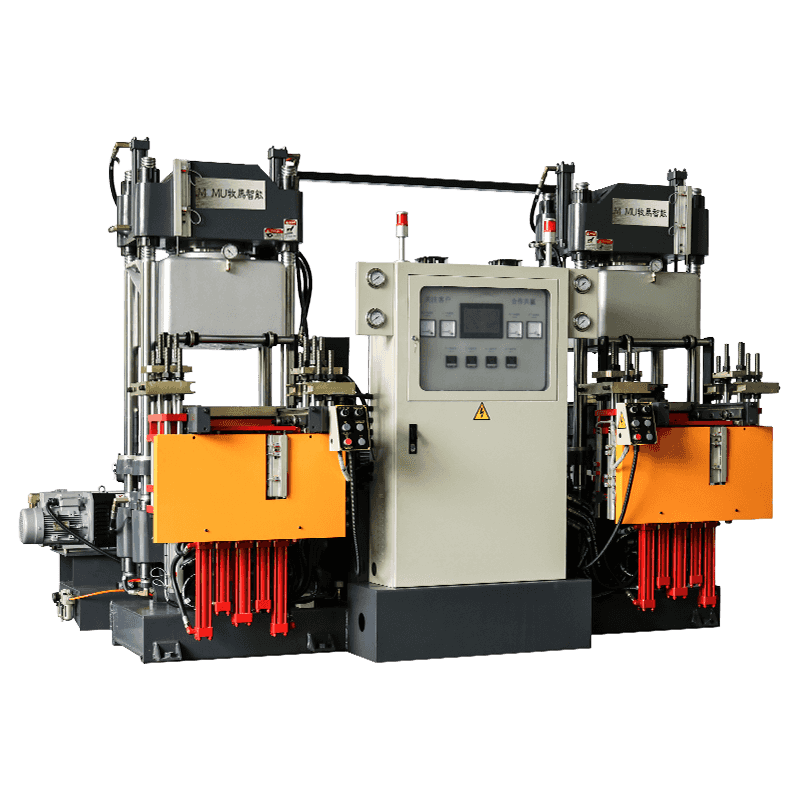
Système hydraulique
Le système hydraulique est le cœur générateur de force de la machine. Une pompe hydraulique entraîne le fluide dans des cylindres qui actionnent le plateau mobile, générant la force de serrage qui ferme le moule et maintient la pression tout au long du cycle de durcissement. La force de serrage est mesurée en tonnes et détermine directement la taille maximale du moule et la pression de cavité pouvant être atteintes. Les machines vont des petites unités de table de 10 à 50 tonnes pour les travaux de laboratoire et de prototypes, aux grandes presses de production dépassant 1 000 tonnes pour les pièces automobiles et industrielles. La stabilité de la pression du système hydraulique pendant le durcissement est essentielle : les fluctuations provoquent des variations dimensionnelles dans la pièce finie et peuvent entraîner un remplissage incomplet ou des vides dans le caoutchouc.

Plateaux chauffants
Les plateaux supérieur et inférieur sont des plaques métalliques plates et rectifiées avec précision qui maintiennent les moitiés du moule et y transfèrent la chaleur. Les plateaux sont chauffés intérieurement à l’aide d’éléments à résistance électrique, de vapeur ou de circulation d’huile chaude. Le chauffage électrique est le plus courant dans les machines modernes en raison de sa contrôlabilité précise et de sa facilité d'entretien. Le chauffage à la vapeur offre des taux de montée en température rapides mais nécessite des infrastructures et des systèmes de gestion de la pression. L'uniformité de la répartition de la température sur la surface du plateau est l'un des indicateurs de qualité les plus importants pour une machine de moulage par compression : une variation de température de plus de ± 3 °C à travers le plateau peut provoquer un durcissement inégal, ce qui entraîne des pièces avec une dureté, une densité et une précision dimensionnelle incohérentes à travers le moule.
Système de contrôle
Les machines modernes de moulage par compression du caoutchouc utilisent des systèmes de contrôle basés sur PLC (contrôleur logique programmable) avec des panneaux HMI (interface homme-machine) à écran tactile qui permettent aux opérateurs de programmer et de stocker des recettes de durcissement - des combinaisons de paramètres de température, de pression et de temps pour des composés de caoutchouc et des géométries de pièces spécifiques. Les machines avancées offrent un contrôle de pression à plusieurs étages, une respiration automatique du moule (libération momentanée contrôlée de la pression pour permettre à l'air emprisonné et aux substances volatiles de s'échapper pendant le durcissement) et une intégration avec des systèmes de surveillance de la production et de données qualité. Les machines d'entrée de gamme peuvent utiliser des commandes de minuterie et de thermostat plus simples, basées sur des relais ou analogiques, ce qui limite la précision et la traçabilité mais réduit les coûts.
Paramètres clés du processus et comment ils affectent la qualité des pièces
La qualité du moulage par compression du caoutchouc est régie par trois paramètres de processus interdépendants : la température, la pression et la durée. Les obtenir correctement pour un composé de caoutchouc et une conception de moule spécifiques est la base d'une production cohérente.
| Paramètre | Gamme typique | Effet trop faible | Effet trop élevé |
| Température | 150°C – 200°C | Sous-traitement ; parties molles et faibles | Surguérison ; fragilité, dégradation de la surface |
| Pression | Pression de cavité de 5 à 15 MPa | Remplissage incomplet ; porosité; plans courts | Flash excessif ; dommages causés par la moisissure |
| Temps de durcissement | 2 à 20 minutes (en fonction du composé) | Sous-traitement ; collant; mauvaises propriétés mécaniques | Réversion (en NR); temps de cycle perdu |
Le temps de durcissement dépend du composé et doit être établi par des tests au rhéomètre (à l'aide d'instruments tels qu'un MDR - rhéomètre à filière mobile) avant le début de la production. Le rhéomètre génère une courbe de durcissement qui indique le temps de durcissement optimal (T90 — le temps nécessaire pour atteindre 90 % du couple maximum) pour une température donnée. Faire fonctionner les pièces à T90 plutôt que de les durcir excessivement réduit le temps de cycle et la consommation d'énergie sans compromettre les propriétés mécaniques. De nombreuses installations de production stockent les données de polymérisation du rhéomètre avec leurs recettes de polymérisation PLC afin de maintenir la traçabilité et de permettre un ajustement rapide des recettes lorsque les lots de matières premières changent.
Types de machines de moulage par compression du caoutchouc
Les machines de moulage par compression du caoutchouc sont disponibles dans plusieurs configurations structurelles et opérationnelles, chacune adaptée à différentes échelles de production et exigences en matière de pièces.
- Presse à la lumière du jour : La configuration la plus courante, avec un ensemble de plateaux supérieur et inférieur qui s'ouvrent et se ferment en une seule action. Simple à utiliser et à entretenir, et adapté à la plupart des productions de pièces en caoutchouc standard. Disponible dans des tailles allant des modèles de laboratoire de paillasse aux grandes presses industrielles.
- Presse multi-jour : Comporte plusieurs niveaux d'ouverture de moule (lumières du jour) empilés verticalement dans un seul cadre de presse, permettant à plusieurs moules d'être durcis simultanément dans un seul cycle de presse. Augmente considérablement le rendement par empreinte machine et est largement utilisé dans la production de joints et de joints à grand volume.
- Presse à table rotative : Utilise un carrousel rotatif de stations de moulage qui indexent les positions de chargement, de pressage et de déchargement. Permet un fonctionnement continu avec un temps d'arrêt réduit de l'opérateur entre les cycles, bien adapté à la production en grand volume de pièces petites à moyennes.
- Machine de moulage par compression sous vide : Equipées d'une chambre à vide autour de la zone du moule, ces machines évacuent l'air de la cavité du moule avant et pendant la fermeture. Cela empêche l'emprisonnement d'air dans le caoutchouc, ce qui est essentiel pour les pièces en silicone et d'autres applications où la porosité est inacceptable, telles que les dispositifs médicaux, les joints en contact avec les aliments et les diaphragmes hautes performances.
- Presse hydraulique à quatre colonnes : Utilise quatre colonnes de guidage verticales autour de la zone du plateau pour un parallélisme précis lors de la fermeture du moule. Préféré pour les moules de grande taille ou de précision où la déflexion ou le désalignement du plateau provoquerait une bavure inégale, une discordance des lignes de joint ou une variation dimensionnelle à travers le moule.
Moulage par compression vs moulage par transfert et par injection pour le caoutchouc
Les fabricants de caoutchouc sont souvent confrontés à la question de savoir si le moulage par compression, par transfert ou par injection est le bon processus pour une pièce spécifique. Chacun présente des avantages et des limites évidents qui doivent être évalués en fonction du volume de production, de la complexité des pièces, du type de matériau et du budget d'outillage.
| Facteur | Compression | Transfert | Injection |
| Coût de l'outillage | Faible | Moyen | Élevé |
| Temps de cycle | Plus longtemps | Moyen | Le plus court |
| Déchets de matériaux | Modéré (flash) | Modéré (pot/puce) | Faible |
| Complexité des pièces | Faible to Medium | Moyen | Élevé |
| Moulage par insertion | Excellent | Bien | Limité |
| Adéquation du volume | Faible to medium | Moyen | Élevé volume |
| Compétence d'opérateur requise | Modéré | Modéré | Élevéer |
Le moulage par compression gagne systématiquement en termes de coût d'outillage et de flexibilité du moulage par insert, c'est pourquoi il reste le processus dominant pour le développement de prototypes, les petites séries de production et les pièces nécessitant une liaison métallique ou textile. Pour les applications à très haut volume où le coût de la main d'œuvre par pièce devient le facteur économique dominant, le cycle automatisé du moulage par injection et les exigences minimales de découpe par flash justifient généralement un investissement plus élevé en équipement et en outillage.
Ce qu'il faut évaluer lors de la sélection d'une machine de moulage par compression du caoutchouc
La sélection de la bonne machine nécessite un alignement minutieux entre les spécifications de votre produit, les volumes de production, les composés de caoutchouc et l'environnement opérationnel. L’achat d’équipements sous-spécifiés crée des goulots d’étranglement ; sur-spécifier le capital gaspillé. Les critères suivants devraient guider toute évaluation sérieuse :
- Force de serrage : Calculez le tonnage requis en fonction de la pression projetée dans la cavité (généralement de 7 à 12 MPa pour la plupart des composés de caoutchouc) multipliée par la surface totale projetée de toutes les cavités plus la zone de bavure dans le moule. Incluez toujours une marge de sécurité d'au moins 20 % pour tenir compte des variations entre les composés et les conceptions de moules.
- Taille du plateau : Le plateau doit être suffisamment grand pour accueillir votre plus grand moule avec un espace libre de tous les côtés pour le serrage et l'uniformité thermique. Les tailles de plateau standard vont de 200 × 200 mm pour les petites presses de laboratoire à 1 200 × 1 200 mm ou plus pour les machines de production industrielle.
- Uniformité de la température : Demandez au fabricant les spécifications d'uniformité de la température du plateau et vérifiez-les indépendamment si possible. Pour les pièces de précision en silicone ou en caoutchouc de qualité médicale, une uniformité de ± 2 °C ou mieux sur toute la surface du plateau est essentielle.
- Ouverture de jour : La distance maximale entre les plateaux ouverts doit s'adapter à la hauteur de votre moule ainsi qu'à l'espace libre pour le retrait et le chargement des pièces. Une lumière du jour insuffisante oblige les opérateurs à se placer dans des positions inconfortables qui ralentissent les temps de cycle et augmentent les risques ergonomiques.
- Sophistication du système de contrôle : Évaluez si les capacités de stockage des recettes API, d’enregistrement des données et de surveillance à distance correspondent à vos exigences en matière de gestion de la qualité et de traçabilité. Des secteurs tels que l'automobile (IATF 16949) et le médical (ISO 13485) ont des attentes spécifiques en matière de documentation des processus que des machines plus simples ne peuvent pas répondre.
- Unfter-sales support and spare parts availability: Les joints hydrauliques, les éléments chauffants et les composants de commande s'usent avec le temps. Confirmez que le fabricant ou un distributeur local maintient un inventaire de pièces de rechange et peut fournir une assistance technique dans des délais de réponse acceptables pour votre environnement de production.
Pratiques de maintenance qui prolongent la durée de vie des machines et protègent la qualité des pièces
Un rubber compression molding machine operating in production conditions is subject to continuous thermal cycling, hydraulic pressure stress, and rubber compound contamination. A disciplined maintenance routine is not optional — it is the difference between a machine that delivers consistent output for 20 years and one that generates defects and downtime within five.
- Quotidiennement : Nettoyer les surfaces des plateaux et les faces de séparation du moule des bavures et des résidus de composé à l'aide d'un agent de démoulage approprié et d'outils non abrasifs. Inspectez le niveau de liquide hydraulique et recherchez des fuites visibles autour des joints et des raccords du cylindre. Vérifiez les lectures de température du plateau par rapport à un thermocouple calibré.
- Hebdomadaire: Vérifiez l’état du liquide hydraulique et l’état du filtre. Inspectez les colonnes de guidage et le parallélisme des plateaux. Vérifiez que tous les verrouillages de sécurité, y compris les arrêts d'urgence, les barrières immatérielles et les soupapes de surpression, fonctionnent correctement.
- Mensuel : Étalonnez les contrôleurs de température et les thermocouples par rapport à une référence traçable. Inspectez la résistance des éléments chauffants pour identifier les éléments en fin de vie avant qu’ils ne tombent en panne en production. Vérifiez les joints des cylindres hydrauliques pour déceler des signes de suintement.
- Unnnually: Changement complet du liquide hydraulique et remplacement du filtre. Mesure de planéité du plateau et correction si nécessaire. Inspection complète du système électrique, y compris l’étanchéité des bornes, la résistance d’isolation et le remplacement de la batterie du PLC.
Un rubber compression molding machine is a long-term capital investment whose return depends on process discipline as much as machine quality. Matching the right machine specification to your product range, establishing precise process parameters for each compound, and maintaining the equipment to manufacturer standards are the three pillars of productive, cost-effective rubber compression molding. For manufacturers who get this combination right, compression molding remains one of the most reliable and economically efficient rubber forming processes available.