Qu'est-ce qu'une machine de vulcanisation du caoutchouc sous vide et comment fonctionne-t-elle ?
Un machine de vulcanisation du caoutchouc sous vide est un équipement industriel spécialisé qui utilise une chaleur, une pression et un environnement sous vide contrôlés pour durcir chimiquement le caoutchouc brut ou composé jusqu'à lui donner sa forme finale et durable. La vulcanisation elle-même est le processus par lequel les chaînes polymères du caoutchouc sont réticulées – généralement via des systèmes de durcissement à base de soufre ou de peroxyde – transformant le caoutchouc brut mou, collant et dimensionnellement instable en un matériau doté d'une élasticité, d'une résistance à la traction, d'une résistance à l'abrasion et d'une stabilité thermique élevées. L’ajout du vide au processus de vulcanisation est ce qui distingue cette classe de machines des équipements de durcissement conventionnels sous presse ou en autoclave.
Dans une presse de vulcanisation standard, de l'air peut rester emprisonné entre le composé de caoutchouc et la surface du moule pendant la phase de fermeture, entraînant des vides, des cloques en surface, un remplissage incomplet des zones de détails fins et une densité incohérente dans toute la pièce. Une machine de vulcanisation du caoutchouc sous vide évacue cet air avant et pendant le cycle de moulage en faisant le vide à l'intérieur d'une chambre étanche entourant le moule. Une fois la pression atmosphérique supprimée, le caoutchouc s'écoule uniformément dans chaque contour du moule, les gaz dissous dans le composé sont extraits et la pièce durcie résultante atteint une microstructure plus dense et plus uniforme avec une finition de surface supérieure à celle du durcissement sans vide.
Le cycle de fonctionnement d'une machine de vulcanisation sous vide suit généralement une séquence fixe : la charge de caoutchouc est chargée dans le moule, le moule est fermé et scellé dans la chambre à vide, la pompe à vide évacue la chambre jusqu'à une pression négative cible - généralement entre -0,08 MPa et -0,1 MPa - puis de la chaleur et une pression hydraulique ou pneumatique sont appliquées simultanément pour durcir la pièce. Les temps de cycle varient de quelques minutes à plus d'une heure en fonction du composé de caoutchouc, de l'épaisseur de la paroi de la pièce et de la température de durcissement, qui varie généralement de 140°C à 200°C pour la plupart des élastomères industriels.

Composants de base et leurs fonctions
Comprendre l'architecture mécanique d'une machine de vulcanisation du caoutchouc sous vide aide les ingénieurs et les équipes d'approvisionnement à évaluer la qualité de l'équipement, à résoudre les problèmes de performances et à spécifier correctement les machines pour leurs besoins de production. Les principaux sous-systèmes fonctionnels sont étroitement intégrés et chacun joue un rôle direct dans la qualité du produit.
Plaques chauffantes et système de contrôle de la température
Les plateaux chauffants sont les principales surfaces de transfert de chaleur qui entourent le moule et conduisent l'énergie thermique dans le mélange de caoutchouc pendant le durcissement. Dans la plupart des machines de vulcanisation sous vide, les plateaux sont chauffés par des éléments de résistance électrique intégrés dans des plaques usinées en acier ou en fonte, bien que les plateaux chauffés à la vapeur soient également utilisés dans les environnements de production à grand volume où une alimentation en vapeur centralisée est disponible. Une répartition précise et uniforme de la température sur la surface du plateau est essentielle : des variations de température de plus de ± 3 °C entre les zones peuvent entraîner des états de durcissement inégaux au sein de la pièce, produisant des zones de sous-durcissement (molles, faibles) ainsi que des zones de sur-durcissement (fragile, dégradé). Les machines modernes utilisent des contrôleurs de température PID (proportionnel-intégral-dérivé) avec plusieurs zones de chauffage indépendantes et un retour de thermocouple pour maintenir une uniformité thermique étroite tout au long du cycle.
Système de vide et chambre de scellage
Le système de vide se compose d’une pompe à vide – généralement du type à palettes rotatives ou à vis sèche – reliée à une chambre scellée qui entoure la zone du moule. L'intégrité de l'étanchéité de cette chambre est l'un des paramètres de qualité les plus critiques de la machine : toute fuite dans les joints de la chambre, les joints de porte ou les interfaces des plateaux limitera le niveau de vide atteignable et permettra l'entrée d'air pendant le cycle de durcissement. Les machines de haute qualité utilisent des joints en silicone renforcé ou en fluoroélastomère conçus pour un fonctionnement continu à des températures de durcissement. Le niveau de vide est surveillé par un vacuomètre et contrôlé par un système de vannes automatisées qui maintient la pression cible depuis l'évacuation initiale jusqu'à la durée de séjour complète du durcissement.
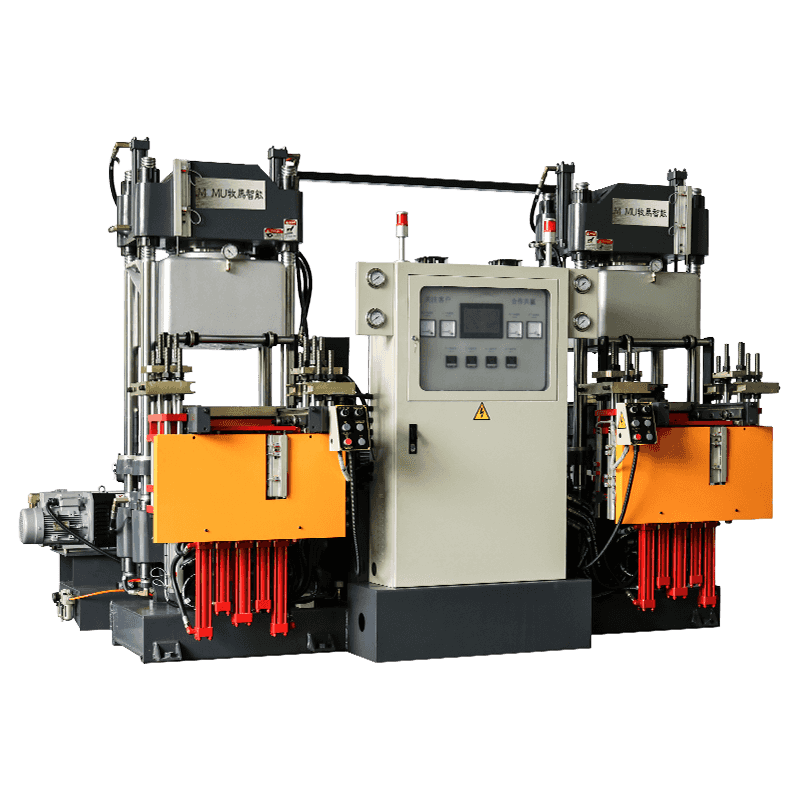
Système de pressage hydraulique ou pneumatique
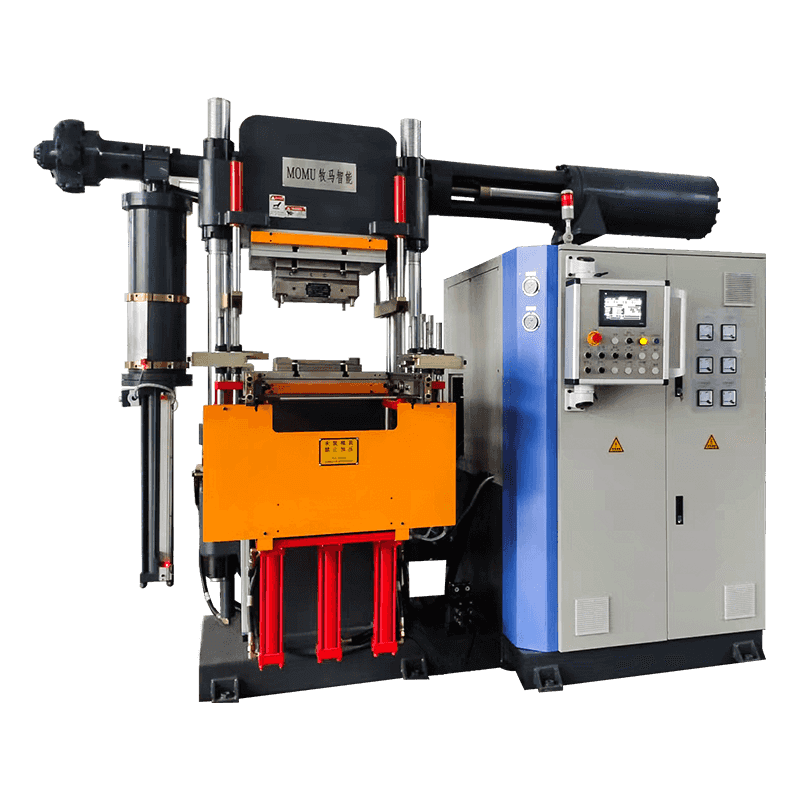
La force de serrage est appliquée au moule via un vérin hydraulique ou un actionneur pneumatique qui entraîne le plateau supérieur vers le bas contre le plateau inférieur. La pression de serrage doit être suffisante pour maintenir les moitiés du moule fermées contre la pression interne générée par le composé de caoutchouc lorsqu'il chauffe, ramollit et s'écoule pendant le durcissement. Une pression de serrage insuffisante provoque des bavures (de fines ailettes de caoutchouc durci qui s'échappent entre les lignes de joint du moule), tandis qu'une pression excessive peut endommager les détails fins du moule ou déformer les cavités du moule à parois minces. Les systèmes hydrauliques offrent un contrôle de pression plus précis et plus réglable et sont préférés pour les machines de production. Les forces de serrage varient généralement de quelques tonnes sur les petites machines de laboratoire à plusieurs centaines de tonnes sur les grandes presses industrielles utilisées pour les composants d'étanchéité automobiles et industriels.
Undvantages of Vacuum Curing Over Conventional Vulcanizing
La décision d'investir dans la technologie de vulcanisation sous vide par rapport à une presse conventionnelle est motivée par les améliorations mesurables de la qualité et l'efficacité des processus qu'elle offre sur une large gamme de produits en caoutchouc. Les avantages suivants sont régulièrement signalés par les fabricants qui sont passés du pressage standard au durcissement sous vide :
- Élimination des défauts nuls : L'air emprisonné et les gaz volatils sont éliminés avant le début du durcissement, éliminant ainsi les défauts de porosité et de cloques qui sont courants dans les pièces en caoutchouc pressées de manière conventionnelle, en particulier dans les sections transversales épaisses et les géométries de cavités fermées.
- Finition de surface supérieure : Sans barrière d'air entre le composé et la surface du moule, le caoutchouc reproduit la texture et les détails fins du moule avec une bien plus grande fidélité, produisant des pièces avec des surfaces plus lisses et plus cohérentes qui nécessitent moins de finition post-durcissement.
- Propriétés mécaniques améliorées : Les pièces durcies sous vide présentent une résistance à la traction plus élevée, un meilleur allongement à la rupture et une dureté plus constante car le réseau polymère se forme sans discontinuités internes causées par le gaz piégé.
- Meilleur débit de composé et remplissage du moule : L'écoulement assisté par le vide permet aux composés de caoutchouc de remplir complètement des géométries de moules complexes - y compris des contre-dépouilles, des nervures fines et des passages de petit diamètre - qui emprisonneraient l'air et entraîneraient des tirs courts dans des conditions sans vide.
- Taux de rebut et de rejet inférieurs : La combinaison de l'élimination des défauts et d'un contrôle cohérent des processus réduit directement le pourcentage de pièces rejetées lors du contrôle qualité, améliorant ainsi le rendement et réduisant le gaspillage de matériaux.
- Compatibilité avec les composés sensibles : Certains composés de caoutchouc spéciaux, notamment les formulations de silicone, de fluoroélastomère (FKM) et d'EPDM, contiennent des plastifiants ou des auxiliaires de transformation à bas point d'ébullition qui peuvent se volatiliser et provoquer des défauts dans des conditions de durcissement atmosphérique. Le durcissement sous vide gère efficacement ces substances volatiles.
Industries et applications qui reposent sur la vulcanisation sous vide
Les machines de vulcanisation du caoutchouc sous vide sont utilisées dans un large éventail d'industries où la précision dimensionnelle, la qualité de surface et l'intégrité interne des composants en caoutchouc ne sont pas négociables. Les secteurs suivants représentent les principaux domaines d'application :
- Unutomotive Sealing Systems: Les joints de porte, les joints de canal de fenêtre, les joints de moteur, les joints toriques et les supports amortisseurs de vibrations nécessitent du caoutchouc durci sans défaut avec des tolérances dimensionnelles serrées. Le durcissement sous vide est une pratique courante pour les applications d’étanchéité automobile haut de gamme.
- Unerospace and Defense: Unircraft fuel system seals, hydraulic O-rings, and vibration isolators made from fluoroelastomer or silicone are routinely vacuum-cured to meet strict aerospace quality standards that prohibit internal voids in structural elastomeric components.
- Équipement Médical et Pharmaceutique : Les membranes, diaphragmes, composants de tubes et joints en silicone utilisés dans les dispositifs médicaux et les équipements de traitement pharmaceutique doivent être exempts de porosité interne susceptible d'héberger des contaminants ou de compromettre les performances mécaniques en service critique.
- Isolation électronique et électrique : Les claviers en caoutchouc, les joints de connecteur, les composants d'isolation de câbles et les pièces d'encapsulation en silicone pour l'électronique nécessitent les propriétés diélectriques constantes et la qualité de surface qu'offre le durcissement sous vide.
- Fabrication de chaussures : Les machines de vulcanisation sous vide sont largement utilisées dans la production de semelles de chaussures, en particulier pour les semelles extérieures en EVA et en caoutchouc, où des poches d'air créeraient des points faibles dans la structure de la semelle et affecteraient la liaison entre les couches.
- Rouleaux et revêtements industriels : Les rouleaux recouverts de caoutchouc pour l'impression, le traitement textile et la fabrication du papier sont durcis sous vide pour garantir une adhérence complète du caoutchouc au noyau métallique et une dureté uniforme sur toute la face du rouleau.
Types et configurations de machines de vulcanisation sous vide
Les machines de vulcanisation du caoutchouc sous vide sont disponibles dans plusieurs configurations adaptées à différentes échelles de production, tailles de pièces et exigences de processus. La sélection de la configuration correcte est une étape importante dans la spécification de l'équipement.
| Type de machine | Configuration | Idéal pour |
| Presse à vide à lumière du jour unique | Un moule s'ouvrant entre deux plateaux chauffés | Pièces petites à moyennes, travaux en laboratoire et sur prototypes |
| Presse sous vide multi-lumière du jour | Plusieurs niveaux de moisissures durcis simultanément | Pièces plates en grand volume, articles en tôle, semelles de chaussures |
| Sac sous vide/système d'autoclave | Un sac sous vide flexible enferme la pièce dans une chambre chauffée | Grandes pièces de forme complexe et stratifiés de caoutchouc composite |
| Machine de vulcanisation sous vide rotative | Rotation des moules de type carrousel à travers les stations de durcissement | Production continue à haut rendement de petites pièces uniformes |
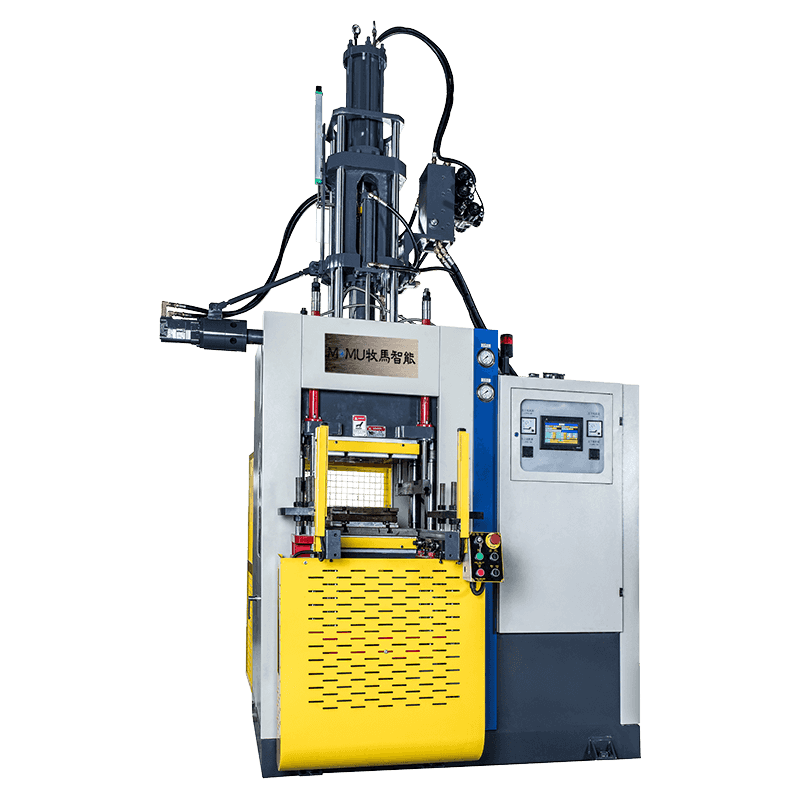
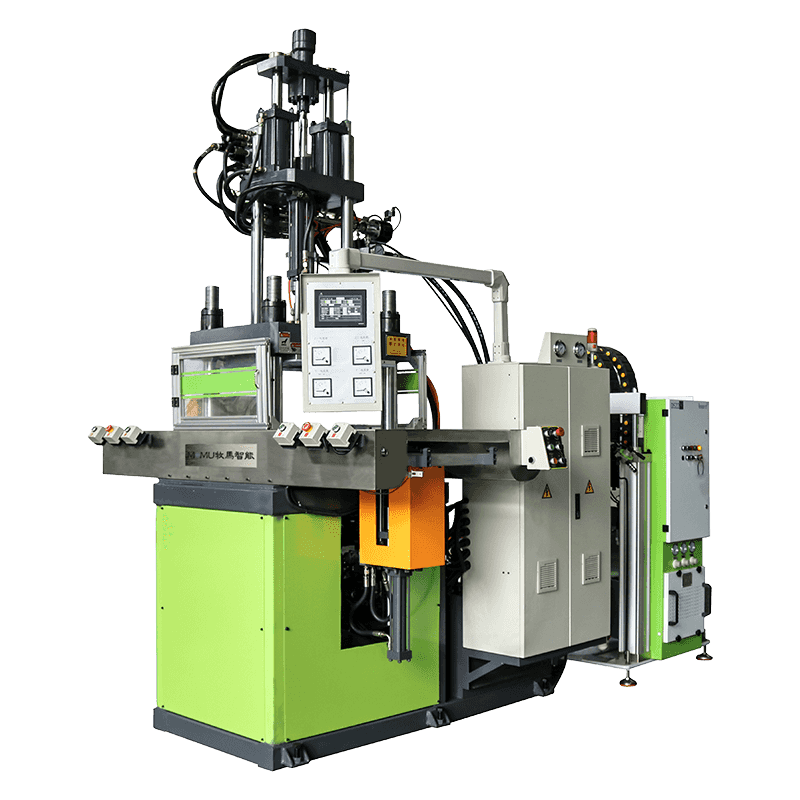
| Presse de vulcanisation sous vide par injection | Combine une chambre à vide avec une unité d'injection de caoutchouc | Joints moulés par injection de précision et pièces techniques en caoutchouc |
Facteurs clés à évaluer lors de l’achat d’une machine de vulcanisation du caoutchouc sous vide
Investir dans une machine de vulcanisation sous vide est une décision capitale importante, et le processus de spécification nécessite une évaluation minutieuse des exigences de production actuelles et des besoins futurs projetés. Précipiter le processus de sélection ou se concentrer uniquement sur le prix conduit souvent à des équipements moins performants, nécessitant des mises à niveau coûteuses ou ne répondant pas aux certifications de qualité requises par les principaux clients.
Taille du plateau et force de serrage
Les dimensions du plateau doivent s'adapter au plus grand moule que vous avez l'intention d'exécuter, avec une marge suffisante autour du périmètre du moule pour assurer une répartition uniforme de la pression. La force de serrage doit être calculée en fonction de la pression projetée dans la cavité du composé de caoutchouc à la température de durcissement multipliée par la surface totale projetée de toutes les cavités du moule. Une force de serrage sous-dimensionnée conduit à un flash ; les machines surdimensionnées consomment plus d’énergie et d’espace au sol que nécessaire. Demandez des calculs techniques au fournisseur de machines en fonction de vos données spécifiques de moule et de composé avant de finaliser les spécifications.
Niveau de vide et capacité de la pompe
Le niveau de vide réalisable est une mesure directe de l’efficacité avec laquelle la machine élimine l’air et les gaz de l’environnement du moule. Spécifiez le niveau de vide cible (généralement -0,095 MPa ou mieux pour les applications exigeantes) et confirmez le temps d'arrêt de la pompe pour atteindre ce niveau avec un moule chargé en place. La capacité de la pompe (mesurée en m³/h ou CFM) doit être adaptée au volume de la chambre à vide plus tout volume mort dans la tuyauterie de raccordement. Les machines équipées de pompes sous-dimensionnées mettent trop de temps à atteindre les niveaux de vide cibles, ce qui allonge les temps de cycle et réduit le rendement.
Système de contrôle et enregistrement des données
Les machines de vulcanisation sous vide modernes doivent être équipées d'un automate programmable (PLC) et d'une interface homme-machine (IHM) à écran tactile qui permet aux opérateurs de stocker et de rappeler des cycles de durcissement en plusieurs étapes, de surveiller tous les paramètres du processus en temps réel et de générer des enregistrements de production pour la traçabilité de la qualité. Pour les clients des chaînes d'approvisionnement automobile et aérospatiale, l'enregistrement des données de température, de pression, de niveau de vide et de temps de cycle pour chaque lot de production est une exigence d'audit standard. Vérifiez que le système de contrôle de la machine répond aux exigences de documentation de votre système de gestion de la qualité avant l'achat.
Pratiques de maintenance qui protègent les performances de la machine
La fiabilité à long terme d'une machine de vulcanisation du caoutchouc sous vide dépend fortement d'un programme de maintenance préventive structuré axé sur les composants les plus sujets à l'usure et à la dégradation dans un environnement de production à haute température et à cycles élevés.
- Inspection du joint sous vide : Les joints de la porte de la chambre et du plateau doivent être inspectés à chaque intervalle de maintenance pour déceler toute déformation due à la compression, toute fissuration ou toute contamination de surface. Les joints dégradés sont la cause la plus fréquente de perte de vide et doivent être remplacés régulièrement plutôt que d'attendre une défaillance visible.
- Entretien de la pompe à vide : Les pompes à palettes rotatives nécessitent des vidanges d'huile régulières : l'huile de pompe contaminée ou dégradée réduit considérablement les niveaux de vide atteignables. Les pompes à vis sèches nécessitent une inspection périodique du rotor et des roulements. Suivez strictement les intervalles d'entretien recommandés par le fabricant.
- Vérification de la planéité du plateau : Au fil du temps, des cycles thermiques répétés et des charges mécaniques peuvent provoquer une cambrure des surfaces des plateaux ou des points bas localisés qui entraînent une répartition inégale de la pression dans le moule. Vérifiez périodiquement la planéité du plateau à l’aide d’une règle droite de précision et d’une jauge d’épaisseur.
- Entretien du système hydraulique : L'huile hydraulique doit être échantillonnée et analysée chaque année pour détecter toute contamination particulaire et toute dégradation de la viscosité. Les joints de cylindre et les raccords de tuyaux doivent être inspectés pour déceler des fuites à chaque visite de maintenance préventive.
- Étalonnage du thermocouple et du contrôleur : La précision de la mesure de la température dérive avec le temps à mesure que les jonctions des thermocouples vieillissent. L'étalonnage annuel de tous les capteurs de température par rapport à un étalon de référence traçable est essentiel pour maintenir la cohérence du durcissement et satisfaire aux exigences d'audit du système qualité.
Un vacuum rubber vulcanizing machine represents one of the most technically complete solutions available for producing high-quality, defect-free rubber components at production scale. By combining precise thermal control, hydraulic clamping, and vacuum-assisted degassing in a single integrated system, it addresses the most persistent quality challenges in rubber molding and positions manufacturers to meet the increasingly demanding specifications of the automotive, aerospace, medical, and industrial markets they serve.